ЫФаЧМўЪ§ПиМгЙЄЙЄвеЕФЩшМЦ
РДдДЃКwenku7.com зЪСЯБрКХЃКWK75001 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK75001
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
еЊ вЊ
Ъ§ПиЪЧЯШНјжЦдьММЪѕЕФЛљДЁММЪѕЁЃЪ§ПиМгЙЄдкЯжДњЛЏЩњВњжаЯдЪОГіКмДѓЕФгХдНадЁЃЖдгкЯжДњжЦдьвЕЃЌЪ§ПиЛњДВЗЧГЃЪЪКЯФЧаЉаЮзДИДдгЁЂОЋУмКЭХњСПаЁЕФСуМўЁЃЖјвЛАуЕФЦеЭЈЛњДВИљБОЮоЗЈТњзуетИівЊЧѓЁЃОЭСЌЗТаЮЛњДВКЭзщКЯЛњДВвВНтОіВЛСЫИпОЋЖШгыаЁХњСПетИіУЌЖмЁЃвђДЫЪ§ПиМгЙЄЗЧГЃЪЪКЯКНПеЁЂКНЬьЁЂЕчСІЁЂНЛЭЈКЭЕчзгЕШжЦдьвЕЕФСуМўМгЙЄММЪѕЁЃСуМўМгЙЄУцСйЕФвЛИіжївЊЮЪЬтЪЧВњЦЗЕФИпОЋЖШЁЂЖрбљадКЭХњСПаЁЕФУЌЖмЁЃетОЭвЊЧѓДгЛњДВЕНЪ§ПиЖМашвЊШсадЁЃCNCЪ§ПиЯЕЭГгЩгкВЩгУШэМўПижЦЃЌОпгаСЫКмДѓЕФШсадЁЃЯжДњЕФЪ§ПиЛњДВЦфЭЛГіЕФгХЕуЪЧПЩвдНјааИпОЋЖШМгЙЄКЭЖрбљЛЏМгЙЄЃЌЭъШЋПЩвдШЁДњЦфЫћЕФМгЙЄЗНЗЈЁЃгЩгкЪ§ПиЛњДВЪЧАДеедЄЖЈЕФГЬађздЖЏМгЙЄЃЌМгЙЄЙ§ГЬВЛашвЊШЫЙЄИЩдЄЃЌМгЙЄОЋЖШЛЙПЩвдЭЈЙ§ШэМўНјаааЃе§МАВЙГЅЃЌвђДЫПЩвдЬсИпСуМўЕФМгЙЄОЋЖШЃЌЮШЖЈВњЦЗЕФжЪСПЁЃЬиБ№ЖдгкЖрЦЗжжЁЂЩйХњСПЕФСуМўИќЪЧШчДЫЁЃ
дкетРяЭЈЙ§ЖдЙЄМўЭМаЮНсЙЙЗжЮіЁЂОЋЖШЗжЮіЁЂУЋХїгрСПЗжЮіЁЂНсЙЙЙЄвеадЗжЮіЁЃгаШчЯТЕФМгЙЄЙЄвеЙ§ГЬЃК
дкМгЙЄЙ§ГЬжаПМТЧЕНЙЄМўЕФОЋЖШКЭБэУцДждьЖШЃЌЗжДжМгЙЄКЭОЋМгЙЄЁЃДжМгЙЄЪБЕЖОпЕФАыОЖВЙГЅжЕЩшЖЈЮЊ8.7mm,ДжМгЙЄНсЪјКѓВтСПвЛДЮЙЄМўЕФГпДчЃЌШЛКѓ
аоИФЕЖОпЕФАыОЖВЙГЅжЕжїжсЕФзЊЫйКЭНјИјЫйЖШЖдЙЄМўНјааОЋМгЙЄЁЃ
ВйзїЙ§ГЬжаЃЌМаОпбЁгУЦНПкЧЏЃЌЙЄМўЕзУцЗХЕцПщЃЌБЃжЄЕзУцгыЙЄзїЬЈЦНааЃЌдМЪјШ§ИіздгЩЖШЃЌКѓВрУцНєЬљЦНПкЧЏЃЌдМЪјСНИіздгЩЖШЁЃ
ПМТЧЕНЛњаЕМгЙЄЕФОМУадЃЌЮвбЁдёгУЦеЭЈЯГДВМгЙЄЛљзМУцAЁЃШЛКѓвдЛљзМУцAКЭВрУцНјааЖЈЮЛМгЙЄЩЯБэУцЁЃгЩгкЙЄМўЭтТжРЊШЋЪЧгЩЧњЯпзщГЩЃЌВЛБугкМазАКЭЖЈЮЛЃЌЮвбЁдёЯШМгЙЄПзКЭаЮЧЛЁЃ
ИљОнЯШУцКѓПзЁЂЯШжїКѓДЮЕФддђЃЌгжгЩгкЪЧгУЦНЕзЯГЕЖНјааЯГЯїМгЙЄЮоЗЈЯТЕЖЬЋЩюЃЌЫљвдЮвбЁдёЯШМгЙЄПздйМгЙЄаЮЧЛЁЃ
ЙЄМўЭтТжРЊШЋЪЧгЩЧњЯпзщГЩЃЌВЛБугкМазАКЭЖЈЮЛЃЌЫљвдБиаыКЭХфКЯМўХфКЯМгЙЄЃЌХфКЯЪБвдЩЯБэУцКЭжааФЮЊЖЈЮЛЛљзМНјааМгЙЄЁЃ
ЙиМќДЪЃК Ъ§ПиММЪѕЃЌЛЊжаЪРМЭаЧHNC-21ЃЌЕЖОпаЭКХЃЌЧаЯїгУСПЃЌЪжЙЄБрГЬ
ФП ТМ
ЕквЛеТ Ъ§ПиММЪѕЕФЗЂеЙЯжзДКЭЧАОАЁЁЁЁЁЁЁЁЁЁЁЁЁ3
ЕкЖўеТ Ъ§ПиМгЙЄЙЄвеКЭЙЄађЗжЮіЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ9
2.1МгЙЄЙЄвеЙ§ГЬЗжЮіЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ10
2.1.1 СуМўЭМбљЗжЮіЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ10
2.1.2 ЖЈЮЛЛљзМбЁдёЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ12
2.1.3 ЙЄвеЗНАИФтЖЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ13
2.1.4 МгЙЄЩшБИбЁдёЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ15
2.2МгЙЄЙЄађЗжЮіЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ16
2.2.1МгЙЄВНжшЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ16
(БЯвЕЩшМЦ)
2.2.2 зАМаЗНАИКЭМаОпЕФбЁдёЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ17
2.2.3 зпЕЖТЗЯпЕФШЗЖЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ17
2.2.4 бЁдёЕЖОпЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ17
2.2.5 ШЗЖЈЧаЯїгУСПЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ18
2.2.6 ШЗЖЈЙЄађГпДчЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ18
ЕкШ§еТ Ъ§ПиМгЙЄГЬађЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ19
ЕкЫФеТ змНсЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ20
жТаЛЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ21
ВЮПМЮФЯзЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ.22
ИНБэЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ26
ЭтТжРЊГЬађ
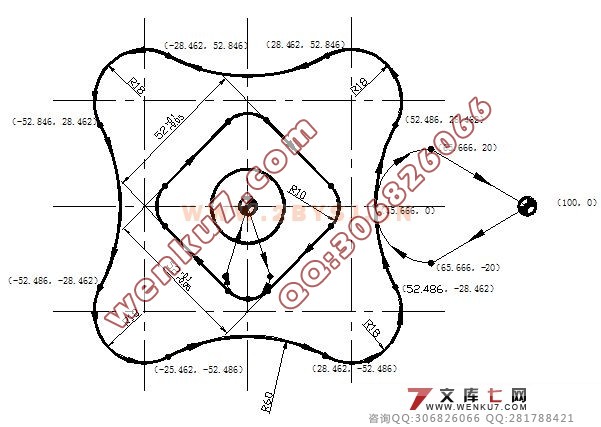
O1010
N1 G54 G90 G00 X100 Y0 M03 S800 ЃЛ
N2 Z5ЃЛ
N3 G01 G42 D01ЃЛ
N4 X65.66 Y0 F160ЃЛ
N5 G01 Z-20ЃЛ
N6 G02 X45.66 Y0 R20ЃЛ
N7 G02X52.846Y28.462 R60ЃЛ
N8 G03 X28.462 Y52.846 R18ЃЛ
N9 G02 X-28.462 Y52.846 R60ЃЛ
N10 G03 X52.846 Y28.462 R18ЃЛ
N11 G02 X-52.846 Y-28.462 R60ЃЛ
N12 G03 X-28.462 Y-52.846 R18ЃЛ
N13 G02 X28.462 Y-52.846 R60ЃЛ
N15 G03 X52.846 Y-28.462 R18ЃЛ
N15 G02 X45.666 Y0 R60ЃЛ
N16 G02 X65.666Y20R20ЃЛ
N17 G01 G40X80 Y0ЃЛ
N18 G00 Z100ЃЛ
N19 G28 Y0ЃЛ
N20 M30ЃЛ
ЯГЦНУцГЬађ
O1111
N11 G90 G5 4G00 X100 Y80 M03 S212 F60ЃЛ
N12 Z5ЃЛ
N13 G01 Z-2ЃЛ
N15 G01 X40ЃЛ
N15 Y0ЃЛ
N16 X-40ЃЛ
N17 Y-40ЃЛ
N18 X100ЃЛ
N19 G00 Z100ЃЛ
N20 M30ЃЛ
ИНТМ
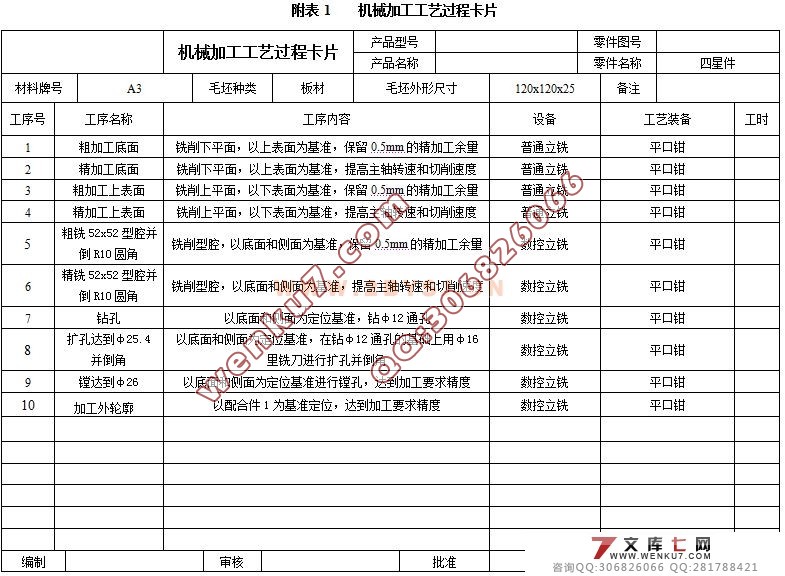
1 ДжМгЙЄЕзУц ЯГЯїЯТЦНУцЃЌвдЩЯБэУцЮЊЛљзМЃЌБЃСє0.5mmЕФОЋМгЙЄгрСП ЦеЭЈСЂЯГ ЦНПкЧЏ
2 ОЋМгЙЄЕзУц ЯГЯїЯТЦНУцЃЌвдЩЯБэУцЮЊЛљзМЃЌЬсИпжїжсзЊЫйКЭЧаЯїЫйЖШ ЦеЭЈСЂЯГ ЦНПкЧЏ
3 ДжМгЙЄЩЯБэУц ЯГЯїЩЯЦНУцЃЌвдЯТБэУцЮЊЛљзМЃЌБЃСє0.5mmЕФОЋМгЙЄгрСП ЦеЭЈСЂЯГ ЦНПкЧЏ
4 ОЋМгЙЄЩЯБэУц ЯГЯїЩЯЦНУцЃЌвдЯТБэУцЮЊЛљзМЃЌЬсИпжїжсзЊЫйКЭЧаЯїЫйЖШ ЦеЭЈСЂЯГ ЦНПкЧЏ
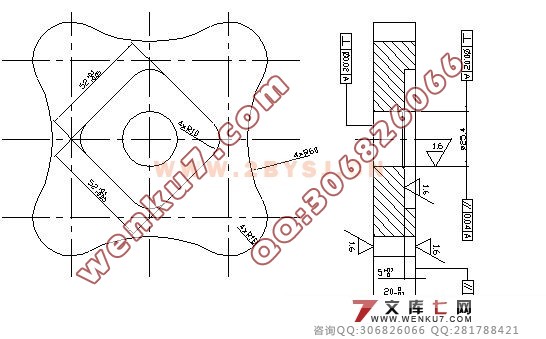
5 ДжЯГ52x52аЭЧЛВЂЕЙR10дВНЧ ЯГЯїаЭЧЛЃЌвдЕзУцКЭВрУцЮЊЛљзМЃЌБЃСє0.5mmЕФОЋМгЙЄгрСП Ъ§ПиСЂЯГ ЦНПкЧЏ
6 ОЋЯГ52x52аЭЧЛВЂЕЙR10дВНЧ ЯГЯїаЭЧЛЃЌвдЕзУцКЭВрУцЮЊЛљзМЃЌЬсИпжїжсзЊЫйКЭЧаЯїЫйЖШ Ъ§ПиСЂЯГ ЦНПкЧЏ
7 зъПз вдЕзУцКЭВрУцЮЊЖЈЮЛЛљзМЃЌзъІе12ЭЈПз Ъ§ПиСЂЯГ ЦНПкЧЏ
8 РЉПзДяЕНІе25.4ВЂЕЙНЧ вдЕзУцКЭВрУцЮЊЖЈЮЛЛљзМЃЌдкзъІе12ЭЈПзЕФЛљДЁЩЯгУІе16РяЯГЕЖНјааРЉПзВЂЕЙНЧ Ъ§ПиСЂЯГ ЦНПкЧЏ
9 ялДяЕНІе26 вдЕзУцКЭВрУцЮЊЖЈЮЛЛљзМНјааялПзЃЌДяЕНМгЙЄвЊЧѓОЋЖШ Ъ§ПиСЂЯГ ЦНПкЧЏ
10 МгЙЄЭтТжРЊ вдХфКЯМў1ЮЊЛљзМЖЈЮЛЃЌДяЕНМгЙЄвЊЧѓОЋЖШ Ъ§ПиСЂЯГ ЦНПкЧЏ |
