摘 要
本设计是关于法兰零件的加工工艺规程和数控加工编程的设计,以介绍设计方法为宗旨,着重实力,力图做到内容完整、详实。
全文一共有三个章节,介绍了机械制造工艺规程设计的基本要求、内容、方法和步骤和论述了如何编制数控车床的程序,以及法兰零件的程序。
机械加工余量的大小,不仅影响机械零件的毛坯尺寸,而且也影响工艺装备的尺寸,设备的调整,材料的消耗,切削用量的选择,加工工时的多少。因此,正确的确定机械加工余量,对于节约金属材料,降低刀具损耗,减少工时,从而降低产品制造成本,保证加工质量具有十分重要的意义。
关键词:法兰 工艺 编程
Abstract
This design is a concerning the craft regulations of the process of method orchid spare parts and number control to process a plait distance of design, with introduction design method for aim, emphasize real strenght, the dint diagram attain a contents integrity, thorough.
The full text totally has three chapter, introduction the craft regulations of the machine manufacturing design of basic request, contents, method and step and discuss how draw up number to control the procedure of lather, and method orchid the procedure of the spare parts.
The machine process the size of remaining quantity, not only the semi-finished product size of the influence machine spare parts, and also influence craft material of size, equipments of adjust, material of consume, slice to pare dosage of choice, process man-hour of how much.Therefore, the exactitude really settle a machine to process remaining quantity, for economy metals material, lower knife to exhaust, decrease man-hour, lower a product manufacturing cost thus, assurance process quality to have very importance of meaning
Keyword: Method orchid craft plait distance
零件的分析
该法兰零件其材料为HT150。该材料具有较高的强度,耐磨性,耐热性及减振性。适用于承受较大应力,要求耐磨的零件。
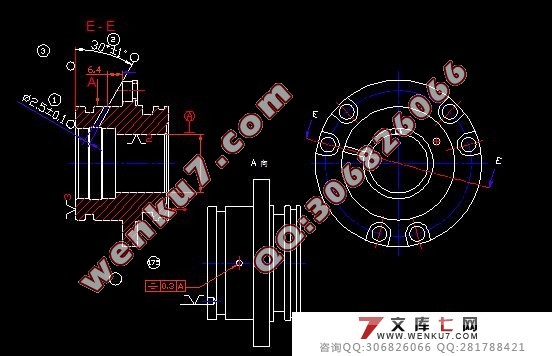
该零件的主要加工表面是Ф50.5的外圆面以及Ф31的内孔。
Ф26的孔与Ф50.5的同轴度ø0.01 mm,与Ф31H7的孔的同轴度ø0.05 mm,与Ф50f7的同轴度ø 0.1mm,与A的圆跳动0.02mm,直接影响其安装精度,在加工它们时最好可以在一次装夹下将两孔或两外圆同时加工出来。
另外,D面相对C面的平行度0.1mm,也影响安装精度。
毛坯的选择及制造方法
根据技术要求,零件材料为HT150,确定毛坯为铸件,又已知零件生产纲领为12525件/年,该零件质量约为1kg,可知其生产类型为大批量生产。
根据毛坯的材料、生产类型、生产纲领及零件的复杂程度,毛坯可采用铸造成型。
选择毛坯铸造的原因:铸件的形状接近于零件,可减少切削加工量,从而降低铸造成本。
法兰零件的加工程序
数控编程即数控机床加工程序的编制,它是数控机床使用中最重要的一个环节。它分为手工编程和自动编程。数控程序把零件加工的工艺过程、工艺参数(进给速度和主轴转速等)、位移数据(几何形状和几何尺寸等)及开关命令(换刀、切削液开/关和工件装卸等)等信息用数控系统规定的功能代码和格式按加工顺序编写成加工程序单,并记录在信息载体上。
数控车床是目前使用最广泛的数控机床之一。数控车床主要用于加工轴类、盘类等回转体零件。通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成型表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔以及铰孔等工作。车削中心可在一次装夹中完成更多的加工程序,提高加工精度和生产效率,特别适合于复杂形状回转类零件的加工。由于数控车床的加工对象多为回转体,一般使用通用三爪卡盘夹具。
数控车床的编程特点:①绝对尺寸和增量尺寸 G90和G91指令分别对应着绝对位置数据输入和增量位置数据输入。②加工坐标系 加工坐标系应于机床坐标系的坐标方向一致,X轴对应径向,Z轴对应轴向,C轴(主轴)的运动方向则以从机床尾架向主轴看,逆时针为+C向,顺时针为-C向。③直径编程方式和半径编程 采用直径尺寸编程与零件图样中的尺寸标注一致,这样可避免尺寸换算过程中可能造成的错误,给编程带来很大方便。④进刀和退刀方式 切削起点的确定与工件毛坯余量大小有关,应以刀具快速走到该点时刀尖不与工件发生碰撞为原则。⑤循环功能 数控系统有不同形式的循环功能,以减少编程工作量。⑥恒切削速度控制 为了保证加工表面质量,利用恒切削速度控制功能,数控系统能根据刀尖所处的X坐标值,作为工件的直径值来计算主轴转速。
无论是手工编程或自动编程都要经过图样分析,辅助准备,制定加工工艺,数学处理,填写程序单,制备控制介质,程序校验步骤再进行机床加工。手工编程适合加工形状比较简单的零件,在自动编程高速发展的将来,手工编程的地位仍很重要,是自动编程的基础。

目录
摘要…………………………………………………………………………………Ⅰ
Abstract………………………………………………………………………………Ⅱ
第一章 引言……………………………………………………………………… 2
第二章 法兰零件机械加工工艺规程………………………………………………3
2.1 确定生产类型………………………………………………………………… 3
2.2 法兰零件的分析……………………………………………………………… 4
2.2.1 零件的分析…………………………………………………………………4
2.2.2毛坯的选择及制造方法…………………………………………………… 4
2.3 机械加工工艺规程设计……………………………………………………… 4
(毕业设计)
2.3.1 定位基准的选择……………………………………………………………4
2.3.2 法兰零件表面加工方法的选择……………………………………………5
2.3.3 工艺路线……………………………………………………………………5
2.3.4 加工设备及工艺装备………………………………………………………6
2.3.5 加工工序及切削用量的计算………………………………………………8
2.3.6 时间定额计算………………………………………………………………9
2.3.7 机械加工工艺过程卡………………………………………………………10
第三章 法兰零件的加工程序………………………………………………………11
总结………………………………………………………………………………… 25
致谢………………………………………………………………………………… 26
参考文献…………………………………………………………………………… 27
附表 法兰零件机械加工工序卡
法兰零件机械加工工艺卡
|
