c6150型普通机床的数控化改造设计
来源:wenku7.com 资料编号:WK74990 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK74990
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘 要
随着当今工业设备对精密程度的要求越来越高,对机械加工设备的加工精密程度也要求越来越高。而在中国的机械加工设备的车床中普通车床占了很大比例。这已经越来越制约着当今工业的发展。而数控机床由于价格昂贵,且需要较高技术的加工工人。所以对机床进行自动化改造很是必要。本篇论文是在对普通卧式车床C6150的基础上对其进行自动化改造。
本人在搜索、查阅和研究大量有关资料的基础上,对机床自动化改造技术进行了深入的研究和分析,并描述了机床控制系统的设计。整个改造过程主要对车床纵、横向进给系统进行改造,选用自动转位刀架,由脉冲发生器来加工所需要的螺纹。整个控制系统以8031型号的单片机为中心,通过编程对机床的驱动设备进行控制以达到所需要的加工程度。
关键词:机床改造; 自动化机床; 控制系统
ABSTRACT
With the development of industry equipment, the precision required of industry equipment is more and more high. The more and more precision of equipment which machined the industry equipment is required. But in China the common lathe have a very great comparison in the machined equipment, this already restrict the development of industrial nowadays. But the CN lathe is more expensive, and needed workers with higher technically. So it is a necessity very much to modify the common lathe to lathes automatic. This paper is in the foundation of the commonness horizontal lather C6150 and modified it to Lathes automatic.
The author has performed the further research and for the lathes automatic modification on the basis of the constant consultation of abundant relative documents, which focuses on describing the design of control of the machine. The main to modify the lathe is to modify the portrait, horizontal enter to the system in the Whole modification process and choose the automatic knife rest and be processed the thread need by pulser. The whole control system with the CPU of 8031 is to control the machine for center, through a plait distance drive tool machine an equipments to carry on control to attain need of process degree.
Key words: Machinery Tool Reform; Lathes automatic; Servo system
数控化改造的内容
机床与生产线的数控化改造主要内容有以下几点:
其一是恢复原功能,对机床、生产线存在的故障部分进行诊断并恢复;
其二是NC化,在普通机床上加数显装置,或加数控系统,改造成NC机床、CNC机床;
其三是翻新,为提高精度、效率和自动化程度,对机械、电气部分进行翻新,对机械部分重新装配加工,恢复原精度;对其不满足生产要求的CNC系统以最新CNC进行更新;
其四是技术更新或技术创新,为提高性能或档次,或为了使用新工艺、新技术,在原有基础上进行较大规模的技术更新或技术创新,较大幅度地提高水平和档次的更新改造。
1.2.2数控改造中主要机械部件改装探讨
一台新的数控机床,在设计上要达到:有高的静动态刚度;运动副之间的摩擦系数小,传动无间隙;功率大;便于操作和维修。机床数控改造时应尽量达到上述要求。不能认为将数控装置与普通机床连接在一起就达到了数控机床的要求,还应对主要部件进行相应的改造使其达到一定的设计要求,才能获得预期的改造目的。
①滑动导轨副
对数控车床来说,导轨除应具有普通车床导向精度和工艺性外,还要有良好的耐摩擦、磨损特性,并减少因摩擦阻力而致死区。同时要有足够的刚度,以减少导轨变形对加工精度的影响,要有合理的导轨防护和润滑。
②齿轮副
一般机床的齿轮主要集中在主轴箱和变速箱中。为了保证传动精度,数控机床上使用的齿轮精度等级都比普通机床高。在结构上要能达到无间隙传动,因而改造时,机床主要齿轮必须满足数控机床的要求,以保证机床加工精度。
③滑动丝杠与滚珠丝杠
丝杠传动直接关系到传动链精度。丝杠的选用主要取决于加工件的精度要求和拖动扭矩要求。被加工件精度要求不高时可采用滑动丝杠,但应检查原丝杠磨损情况,如螺距误差及螺距累计误差以及相配螺母间隙。一般情况滑动丝杠应不低于6级,螺母间隙过大则更换螺母。采用滑动丝杠相对滚珠丝杠价格较低,但难以满足精度较高的零件加工。
滚珠丝杠摩擦损失小,效率高,其传动效率可在90%以上;精度高,寿命长;启动力矩和运动时力矩相接近,可以降低电机启动力矩。因此可满足较高精度零件加工要求。
④安全防护
必须以安全为前提。在机床改造中要根据实际情况采取相应的措施,切不可忽视。滚珠丝杠副是精密元件,工作时要严防灰尘特别是切屑及硬砂粒进入滚道。在纵向丝杠上也可加整体铁板防护罩。大拖板与滑动导轨接触的两端面要密封好,绝对防止硬质颗粒状的异物进入滑动面损伤导轨。
1.3本文的主要研究内容
1. C6150车床数控化改造总体机械部件设计。
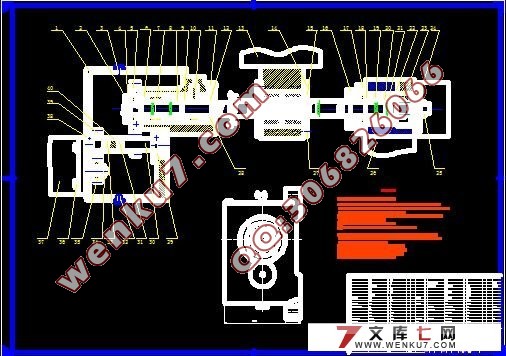
2.进给系统的设计和选用。包括了进给滚珠丝杠的设计与选用,消隙减速齿轮系的设计计算与校核,进给用步进电机的选择与校核。
3.主轴脉冲发生器的安装
4.刀架的选用
5.控制系统的设计。选用8031型号的单片机控制进给系统与刀架,并把脉冲发生器的数据通过单片机来加工螺纹。
2.1设计要求
2.1.1设计基本思路
改造C6150车床的基本思路是把原来的机床进行大修,只保留机床导轨、主轴、溜板、尾座等部件,其余的全部撤除。带之以滚珠丝杠和步进电机,用单片机系统来驱动各轴的运动。经过严密的计算和论证,选择丝杠和驱动电机,根据使用要求,选择系统配置和设计控制电路。
2.1.2改造方案的确定
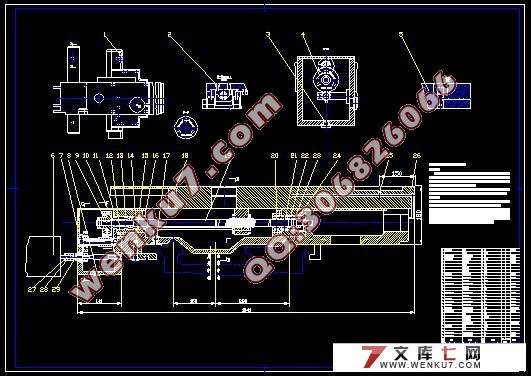
C6150车床主要用于对中小型轴类、盘类以及螺纹零件的加工,这些零件加工工艺要求机床应完成的工作内容有:控制主轴正反转和实现其不同切削速度的主轴变速;刀架能实现纵向和横向的进给运动,并具备在换刀点自动改变四个刀位完成选择刀具;冷却泵、润滑泵的启停:加工螺纹时,应保证主轴转一转,刀架移动一个被加工螺纹的螺距或导程。这些工作内容,就是数控化改造数控系统控制的对象。察看C6150车床及有关资料,并且参照数控车床的改造经验,确定总体改造方案为:①对机床的改造部位是:拆掉手动刀架和小拖板装上数控刀架;拆掉普通丝杆、光杆进给箱、溜板箱,换上滚珠丝杠螺母副;主轴后端加一光电编码器用波纹管连接,供加工螺纹使用由于改造设计的是简易型经济数控,所以在考虑具体方一案时,基本原则是在满足需要的前提下,对于机床尽可能减小改动量,以降低成本。总体改造如下图所示。
对该机床进行机械修理以便恢复机械精度要求,修理的主要目的是恢复机床导轨、主轴、拖板的精度,撤除机床主轴箱和溜板箱内的传动部件以及传动丝杠,只保留导轨、主轴、溜板、尾座。修理后已恢复其主要部件的精度。
2.1.3设计目的
利用数控系统对纵、横向进给系统进行开环控制,纵向脉冲当量为0.005mm/脉冲,横向脉冲为0.005mm/脉冲,驱动元件采用步进电动机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架,主轴采用变频器控制。
目 录 23000字
摘 要 2
目 录 4
第1章 绪论 1
1.1数控改造的必要性 1
1.1.1机床与生产线数控化改造的市场 1
1.1.2机床数控化改造的必要性 2
1.2数控化改造的内容 3
1.3本文的主要研究内容 4
第2章 数控车床总体改造方案及机械部分设计 6
2.1设计要求 6
2.1.1设计基本思路 6
2.1.2改造方案的确定 6
2.1.3设计目的 6
2.1.4总体方案设计 7
2.2滚珠丝杠的设计计算与选用 8
2.2.1滚珠丝杠 8
2.2.2纵向滚珠丝杠的设计与计算 9
2.2.3横向滚珠丝杠的设计与计算 16
2.2.4滚珠丝杠的安装与使用 23
2.3电机与滚珠丝杠连接用一级减速齿轮的设计与校核 26
2.3.1齿轮传动 26
2.3.2纵向减速齿轮的设计与校核 26
2.3.3横向减速齿轮的设计与校核 30
2.4进给系统的步进电动机的计算与选择 33
2.4.1步进电动机 33
2.4.2纵向电机的计算与选择 35
2.4.3横向电机的计算与选择 38
2.5电动刀架选择与介绍 40
第3章 主轴脉冲发生器介绍与选型 43
3.1光电编码器原理 43
3.2主轴脉冲发生器的安装 44
3.3主轴脉冲发生器的选择 45
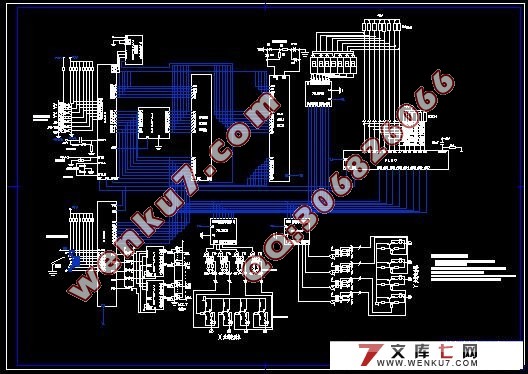
第4章 普通车床自动化改造的单片机控制 48
4.1系统设计 48
4.2用单片机控制系统电路 51
4.2.1存储器扩张电路 51
4.2.2面板操作键和功能选择开关 54
4.2.3功能选择开关 54
4.2.4键盘、显示器接口电路 55
4.2.5步进电动机驱动电路设计 57
4.2.6 M.S.T接口 60
4.2.7辅助电路设计 61
第5章 小结 63
致 谢 64
参考文献 65
|