еЊ вЊ
ФПЧАЃЌЮвЙњгЕга300ЖрЭђЬЈЛњДВЃЌЪЧЩњВњКЭЪЙгУЛњДВзюЖрЕФЙњМвжЎвЛ, ЕЋЯжгаЛњДВДѓЖрЪ§ЗўвлФъСфНЯГЄ.ДѓЖМЪЧЖрФъРДЩњВњЛ§РлЕФЭЈгУЛњДВЃЌЩшБИГТОЩТфКѓ.ШсадКЭздЖЏЛЏГЬЖШЕЭЁЃвЊЯыдкЖЬЪБЦкФкДѓСПЕиИќаТЯжгаЩшБИЃЌЮоТлДгзЪН№ЛЙЪЧЙњФкЛњДВжЦдьГЇЕФЩњВњФмСІЖМКмФбзіЕНЁЃЖдгкЛњДВНјааЪ§ПиЛЏИФдьЭЖзЪЩйЃЌМћаЇПьЃЌЪЧЛњаЕжЦдьГЇЭкОђММИФЕФвЛЬѕГЩЙІжЎТЗЁЃ ЖдCA6150ГЕДВНјааЪ§ПиЛЏИФдьЃЌЪЙЦфПЩвдМгЙЄГіДЋЭГЛњДВМгЙЄВЛГіРДЕФЧњЯпЁЂЧњУцЕШИДдгЕФСуМўЁЃПЩвдЪЕЯжМгЙЄЕФздЖЏЛЏЃЌЖјЧвЪЧШсадздЖЏЛЏЃЌДгЖјаЇТЪПЩБШДЋЭГЛњДВЬсИп3ЁЋ7БЖЁЃМгЙЄСуМўЕФОЋЖШИпЃЌГпДчЗжЩЂЖШаЁЃЌгЕгаздЖЏБЈОЏЁЂздЖЏМрПиЁЂздЖЏВЙГЅЕШЖржжздТЩЙІФмЁЃНЕЕЭСЫЙЄШЫЕФРЭЖЏЧПЖШЃЌНкЪЁСЫРЭЖЏСІЃЌМѕЩйСЫЙЄзАЃЌЫѕЖЬСЫаТВњЦЗЪджЦжмЦкКЭЩњВњжмЦкЃЌПЩЖдЪаГЁашЧѓзїГіПьЫйЗДгІЕШЕШЁЃдкУРЙњЁЂШеБОКЭЕТЙњЕШЗЂДяЙњМвЃЌЫќУЧЕФЛњДВИФдьзїЮЊаТЕФОМУдіГЄаавЕЃЌЩњвтАЛШЛЃЌе§ДІдкЛЦН№ЪБДњЁЃгЩгкЛњДВвдМАММЪѕЕФВЛЖЯНјВНЃЌЛњДВИФдьЪЧИі"гРКу"ЕФПЮЬтЁЃЮвЙњЕФЛњДВИФдьвЕЃЌвВДгРЯЕФаавЕНјШыЕНвдЪ§ПиММЪѕЮЊжїЕФаТЕФаавЕЁЃдкУРЙњЁЂШеБОЁЂЕТЙњЃЌгУЪ§ПиММЪѕИФдьЛњДВКЭЩњВњЯпОпгаЙуРЋЕФЪаГЁЃЌвбаЮГЩСЫЛњДВКЭЩњВњЯпЪ§ПиИФдьЕФаТЕФаавЕЁЃдкУРЙњЃЌЛњДВИФдьвЕГЦЮЊЛњДВдйЩњвЕЁЃДгЪТдйЩњвЕЕФжјУћЙЋЫОгаЃКBertscheЙЄГЬЙЋЫОЁЂaytonЛњДВЙЋЫОЁЂDevlieg-BullavdЃЈЕУБІЃЉЗўЮёМЏЭХЁЂUSЩшБИЙЋЫОЕШЁЃУРЙњЕУБІЙЋЫОвбдкжаЙњПЊАьЙЋЫОЁЃдкШеБОЃЌЛњДВИФдьвЕГЦЮЊЛњДВИФзАвЕЁЃДгЪТИФзАвЕЕФжјУћЙЋЫОгаЃКДѓкёЙЄГЬМЏЭХЁЂИкШ§ЛњаЕЙЋЫОЁЂЧЇДњЬяЙЄЛњЙЋЫОЁЂвАЦщЙЄГЬЙЋЫОЁЂБѕЬяЙЄГЬЙЋЫОЁЂЩНБОЙЄГЬЙЋЫОЕШЁЃгЩгкЪ§ПиЛњДВОпгаздЖЏЛЏГЬЖШИпМгЙЄОЋЖШИп,жЪСПЮШЖЈ,БугкЩњВњЙмРэЯжДњЛЏЕШЬиЕу.Ъ§ПиЛњДВЕФгІгУдНРДдНЦеМА,вВЪЧжЦдьвЕЯжДњЛЏЕФБиШЛЧїЪЦ.ШчЙћШЋВПЬдЬОЩЛњДВЖјВЩгУаТЕФЪ§ПиЛњДВВЛНіЫљашзЪН№ЬЋДѓ,ЖјЧвЛсдьГЩдгаЩшБИЕФЯажУКЭРЫЗб. ЮвЙњЕФдйжЦдьММЪѕбаОПЦ№ВННЯЭэ.ЦШЧаашвЊДѓСІЗЂеЙ,МДФмГфЗжРћгУдгаЕФОЩЩшБИзЪдД,МѕЩйРЫЗбгжФмЙЛвдНЯаЁЕФДњМлЛёЕУадФмЯШНјЕФЩшБИ,ТњзуЯжДњЛЏЩњВњЕФвЊЧѓ.
ЙиМќДЪ СїЫХЗўЕчЛњ;ОЋЖШаоИД;ШѓЛЌ;Ъ§ПиЯЕЭГ
Abstract
At present, China has more than 300 million Taiwan machine tools, production and use of machine tools is one of the largest, but most of the existing machine tools serving older. Mostly for the production of generic machine tools accumulation, equipment outdated. Soft and low level of automation. If in a short period of time to update the existing equipment, whether from internal funds or machine tool factory capacity will be very difficult to achieve. Numerically controlled machine tools for the transformation of the investment, effective, and is a machinery factory excavation technological transformation on the road to success. CA6150 lathe for digital technology to transform so that it can not be processed by the processing of the curve of traditional machine tools, camber and other complex components. Automated processing can be achieved, but flexible automation to increase efficiency comparable traditional machine tools 3~7 times. High-precision processing components, small size dispersion degree, have automatic warning, automatic control, automatic compensation, and many other self-regulatory functions. Reduced labor intensity of the workers, labour savings, reducing suits, thus shortening the production cycle and new product testing cycle, rapid response to market demand, and so on. In the United States, Japan, Germany, and other developed countries, the transformation of their machine tools industry as a new economic growth, business vitality, are in a golden age. As machine tools, and technical progress, the transformation is a machine tool "eternal" issue. China's machine tool industry transformation, but also from old industries to digital access to the new technology-based industries. In the United States, Japan, Germany, using digital technology to transform machine tools and production lines will have broad market, has formed a numerically controlled machine tools and production lines of the new industries. In the United States, the machine tool industry as machine tools to transform renewable industry. There are well-known companies engaged in renewable industry : Bertsche Engineering, ayton Machine Tool Company, Devlieg-Bullavd (a treasure) service groups, U.S. equipment companies. Po companies in the United States to China for the company. In Japan, the machine tool industry as machine tools modified transformation industry. Modification of the famous companies in the industry : large cove engineering group, Post 3 Machinery Company, the plane section Tian companies, engineering companies wild Miyazaki, Hamada Engineering, the engineering company hill. The digital machine with a high degree of automation for processing high accuracy, quality stability, ease of production characteristics of modern management. Numerically controlled machine tools applications growing popularity is the inevitable trend of modern manufacturing. If all out of the old machine tools and the introduction of new digital machine is not only the necessary funds, but will also cause the original equipment idle and waste. My re-manufacturing technology research started rather late. the urgent need to develop, namely the old equipment to fully utilize existing resources, reduce waste and the costs can be advanced to the smaller equipment to meet the requirements of modern production.
Keywords Electrical exchange ЃЛservo;Precision repair ЃЛLubricant ЃЛDigital systems
ЯЕЭГадФм
1ЁЂПижЦжсЪ§ЃКЯЕЭГзюЖрПЩПижЦ4ИіжсЃЈКЌжїжсЃЉЁЃ
2 ЁЂСЊЖЏжсЪ§ЃКЯЕЭГСЊЖЏжсЪ§ЃК2~4 жсЁЃ
3 ЁЂжїжсПижЦЃКПЩСЌНгжїжсЫХЗўЁЂБфЦЕЦїЁЃ
4 ЁЂЯдЪОВПМўЃК ВЪЩЋLCD ЯдЪО
5 ЁЂМќХЬЃКЮЂЛњМцШнЗРЫЎМќХЬЃЈзжФИЁЂЪ§зжЃЉ
6 ЁЂЪжТж/ЪжГжКаЃКвЛИігыЪжГжЦїЙВгУЕФЪжТжНгПкКЭ8 ИіЪфШыЕуЕФЪжГжКаЃЈбЁМўЃЉЁЃ
7 ЁЂЪфШыЁЂЪфГіПижЦЃК20 ТЗЪфШыЕуЁЂ11 ТЗЪфГіЕуЃЈБъзМХфжУЃЉЁЃзюДѓ32 ТЗЪфШыЕуЁЂзюДѓ 24 ТЗЪфГіЕуЃЈбЁМўЃЉЁЃ
8 ЁЂДцДЂЦїПижЦЃК 14MByteЃЈБъХфЃЉЃЛзюДѓПЩбЁХфЃК256Mbit Byte
9 ЁЂЭЈбЖЃКRS-232 ЭЈбЖзюИпЫйЖШ115200 bit/sЁЃ
3.3.4 ЯЕЭГМђНщ
1.ПижЦжсЪ§ЃК3 жс+жїжс
2.ЭЌЪБПижЦжсЪ§ЃК3 жс
3.зюаЁЪфШыдіСПЃК0.001mm
4.зюДѓБрГЬГпДчЃК0 жС±99999.999mm
5.БрГЬИёЪНЃКISO БъзМИёЪНЃЌПЩОјЖджЕЃЌдіСПжЕБрГЬ
6.ПьЫйЫйТЪЃК24000mm/Зж
7.НјИјЫйЖШЗЖЮЇЃК1ЁЋ24000mm/Зж
8.МгМѕЫйРраЭЃКжБЯпаЭМгМѕЫй
9.ВхВЙРраЭЃКЃЈ1ЃЉжБЯпаЭВхВЙЃЈ2ЃЉдВЛЁВхВЙЃЈздЖЏЙ§ЯѓЯоЃЉ
10.МгЙЄГЬађЪфШыЃКЃЈ1ЃЉМќХЬЪфШыЃЛЃЈ2ЃЉRS232 НгПк
11.ЯдЪОЗНЪНЃКLCD ВЪЩЋЯдЪО
12.ИЈжњЙІФмЃКЃЈ1ЃЉSЃК4 ЮЛЪ§ЃЈ2ЃЉMЃК2 ЮЛЪ§ЃЈ3ЃЉTЃК2 ЮЛЪ§
13.гУЛЇГЬађЧјШнСПЃК14M ByteЃЌШчЙћЪЙгУгВХЬЃЌШнСППЩвдРЉДѓ256Mbit Byte
14.НјИјБЖТЪ
15.ЪжЖЏСЌајНјИјЁЂЪжТжНјИјЁЂЪжЖЏдіСПНјИј
16.ГЬађБрГЬЃКЪфШыЁЂМьЫїЁЂаоИФЁЂПНБДЁЂВхШыЁЂЩОГ§ЕШЙІФм
17.ЕїгУгУЛЇзгГЬађ
18.ЪжЖЏЗЕЛиЛњДВВЮПМЕу
19.ЕЅГЬађЖЮжДаа
20.ЬјбЁГЬађЖЮжДаа
21.ДцжќГЬађМАВЮЪ§ЖЯЕчБЃЛЄ
22.ГЬађИДжЦЁЂИФУћЁЂЩОГ§ЕШЙІФм
23.ЯЕЭГЖЈЪБЙІФмЪЕЪБЪБжг
24.ЛњДВИЈжњВйзїЃЈЛњДВЫјзЁЁЂПедЫааЁЂZ жсЫјзЁЁЂНјИјднЭЃЁЂГЬађЖЮЬјбЁЁЂбЁдёЭЃЃЉ
25.ЫПИЫЗДЯђМфЯЖВЙГЅ
26.ЫЋЯђТнОрЮѓВюВЙГЅ
27.ЗДРЁТіГхМрЪгЙІФм
28.ИњзйЮѓВюМрЪгЙІФм
29.ЙЪеЯБЈОЏ
30.ШэЯоЮЛБЈОЏ
31.СуМўМгЙЄГЬађаЃбщЙІФм
32.ЕЖОпАыОЖВЙГЅЙІФм
33.ЕЖОпГЄЖШВЙГЅ
34.зМШЗЭЃЙІФм
35.бЛЗМгЙЄЙІФм
36.ПьЫйНјИјБЖТЪЙІФмЃК0 ЁЋ 100%ЃЌУП5% вЛЕЕ
37.здеяЖЯЙІФм
38.ФкжУЪНPLC ЙІФм
ФП ТМ 15000зж
еЊ вЊ I
Abstract II
Ек 1 еТ ЩшМЦЗНАИЕФТлжЄ 3
1.1 Ъ§ПиЯЕЭГЕФбЁдё 3
1.2 ЙіжщЫПИмТнФИИБгыЕчЛњЕФСЌНг 3
Ек 2 еТ ЛњаЕВПЗжЕФИФдь 5
2.1 ЖдЛњДВНјааЛжИДОЋЖШ 5
2.2 XЯђЙіжщЫПИмИБКЭЫХЗўЕчЛњЕФбЁдёКЭМЦЫу 5
2.2.1 ЙіжщЫПИмИБжЇГХЗНЪНЕФбЁдё 5
2.2.2 ОЋЖШбЁдё 6
2.2.3 ЫПИмЕМГЬPЕФШЗЖЈ 6
2.2.4 ИљОнРрБШЗЈГѕВНШЗЖЈЫПИмЙцИё 6
2.2.5 ГадиФмСІаЃКЫ 6
2.2.5.1 ЧаЯїСІЕФМЦЫу 7
2.2.5.2 ФІВСзшСІF1ЕФМЦЫу 7
2.2.5.3 ГадиФмСІаЃКЫ 8
2.2.6 НЛСїЫХЗўЕчЛњбЁдёМЦЫу 8
2.2.6.1 МгМѕЫйЪБХЄОиГѕВНШЗЖЈЫХЗўЕчЛњаЭКХ 9
2.2.6.2 зюИпзЊЫйаЃКЫ 10
2.2.6.3 ЕчЛњжсЩЯЕФИКдиЙпСПаЃКЫ 11
2.3 ZЯђЙіжщЫПИмИБКЭЫХЗўЕчЛњЕФбЁдёКЭМЦЫу 11
2.3.1 ЙіжщЫПИмИБжЇГХЗНЪНЕФбЁдё 11
2.3.2 ОЋЖШбЁдё 11
2.3.3 ЫПИмЕМГЬPЕФШЗЖЈ 11
2.3.4 ИљОнРрБШЗЈГѕВНШЗЖЈЫПИмЙцИё 12
2.3.5 ГадиФмСІаЃКЫ 12
2.3.5.1 ФІВСзшСІF1ЕФМЦЫу 12
2.3.5.2 ГадиФмСІаЃКЫ 12
2.3.5.3 бЙИЫЮШЖЈадаЃКЫ 13
2.3.5.4 ЫПИмИеЖШЕФаЃКЫ 14
2.3.6 НЛСїЫХЗўЕчЛњбЁдёМЦЫу 14
2.3.6.1 МгМѕЫйЪБХЄОиГѕВНШЗЖЈЫХЗўЕчЛњаЭКХ 14
2.3.6.2 зюИпзЊЫйаЃКЫ 15
2.3.6.3 ЕчЛњжсЩЯЕФИКдиЙпСПаЃКЫ 16
2.4 СяАхЯфзнКсЯђЙіжщЫПИмКЭЕМЙьШѓЛЌ 16
2.5 ЭЈЙ§ДгГЇМвЫљЕУЕНЕФММЪѕзЪСЯЛзнЯђКЭКсЯђЙіжщЫПИмзАХфЭМ 16
2.5.1 XЯђКЭZЯђЙіжщЫПИмзАХфЭМЕФЩшМЦЙ§ГЬ 16
2.6 жїжсЯфКЭЭЯАхЯфЕФИФдь 17
2.7 АВШЋЗРЛЄ 17
Ек 3 еТ Ъ§ПиЯЕЭГЕФМгзА 18
3.1 Ъ§ПиЯЕЭГЕФЗЂеЙЧїЪЦ 18
3.1.1 ЧїЪЦжЎвЛЃКЪ§ПиЯЕЭГЯђПЊЗХЪНЬхЯЕНсЙЙЗЂеЙ 18
3.1.2 ЧїЪЦжЎЖўЃКЪ§ПиЯЕЭГЯђШэЪ§ПиЗНЯђЗЂеЙ 18
3.1.3 ЧїЪЦжЎШ§ЃКЪ§ПиЯЕЭГПижЦадФмЯђжЧФмЛЏЗНЯђЗЂеЙ 19
3.1.4 ЧїЪЦжЎЫФЃКЪ§ПиЯЕЭГЯђЭјТчЛЏЗНЯђЗЂеЙ 19
3.1.5 ЧїЪЦжЎЮхЃКЪ§ПиЯЕЭГЯђИпПЩППадЗНЯђЗЂеЙ 20
3.1.6 ЧїЪЦжЎСљЃКЪ§ПиЯЕЭГЯђИДКЯЛЏЗНЯђЗЂеЙ 20
3.1.7 ЧїЪЦжЎЦпЃКЪ§ПиЯЕЭГЯђЖржсСЊЖЏЛЏЗНЯђЗЂеЙ 21
3.2 НЛСїЫХЗўЕчЛњЧ§ЖЏЕФГЕДВЪ§ПиЯЕЭГЕФбЁдё 21
3.3 ББОЉКНЬьЪ§ПиЯЕЭГгаЯоЙЋЫОзюаТЭЦГіЕФCASNUC2100EЪ§ПиЯЕЭГЕФадФм 22
3.3.1 ЯЕЭГМђНщ 22
3.3.2 ЯЕЭГЬиЕу 22
3.3.3 ЯЕЭГадФм 22
3.3.4 ЯЕЭГМђНщ 23
3.4 Ъ§ПиздЖЏЛЛЕЖЕЖМмЕФбЁдё 24
3.5 ЕчЦїдРэЭМ 24
Ек 4 еТ НсТл 26
ВЮПМЮФЯз 27
жТ аЛ 28
ИНТМ1 29
ИНТМ1
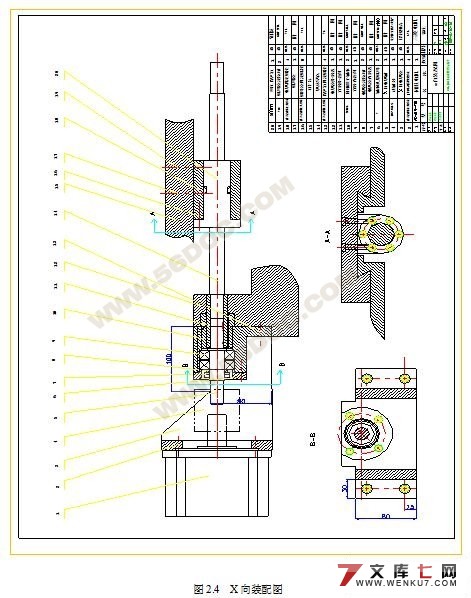
ЭМ2.4 XЯђзАХфЭМ
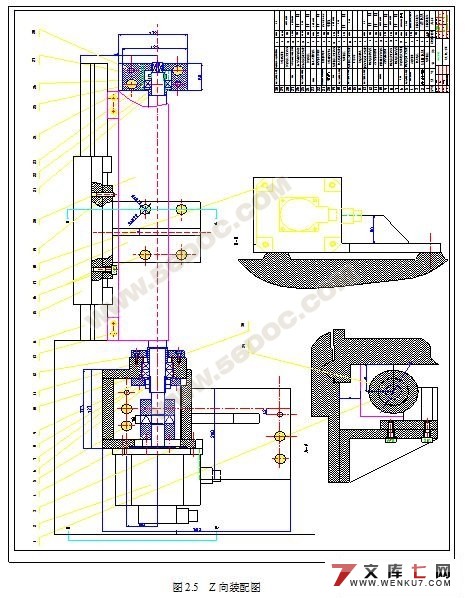
ЭМ2.5 ZЯђзАХфЭМ
ЭМ2.7 ZЯђЯђТнФИзљ2
ЭМ2.8 ZЯђЮВзљжЇМм
ЭМ2.9 ZЯђЕчЛњзљФкЖЫИЧ
ЭМ2.10 XЯђЖЫИЧ
ЭМ2.11 XЯђЕчЛњжс
ЭМ2.12 XЯђЖЈЮЛЬз
ЭМ2.13 XЯђЕчЛњзљ
ЭМ2.14 XЯђТнФИзљ
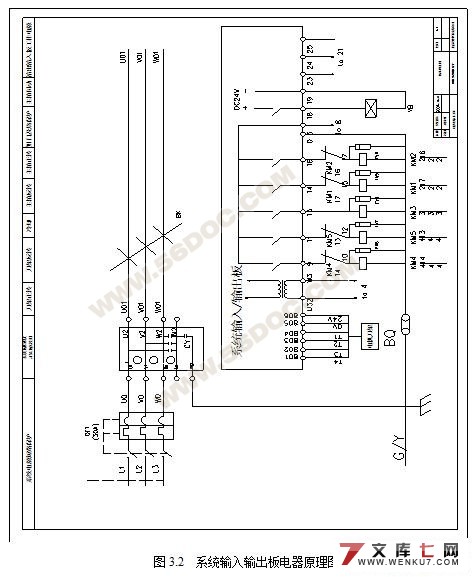
ЭМ3.2 ЯЕЭГЪфШыЪфГіАхЕчЦїдРэЭМ
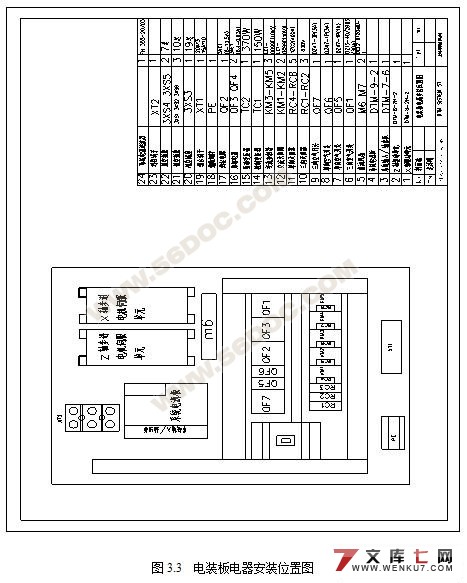
ЭМ3.3 ЕчзААхЕчЦїАВзАЮЛжУЭМ |
