刀杆的数控加工工艺设计
来源:wenku7.com 资料编号:WK74935 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK74935
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
刀杆的数控加工工艺设计(CAD图1张,设计说明书8500字)
摘要
通过在校对数控专业知识的学习和一段时间的工作实践,对数控机床和编程和操作有一定程度的了解和掌握,已经可以进行独立的编程和操作,本次设计主要阐述了刀杆零件的数控加工工艺及程序设计,介绍了零件的工艺分析、数控加工工艺、程序的编写以及对数控机床结构的了解。这次设计就达到了这样的目的,使自己更了解数控机床,对它的结构系统等有了更进一步的掌握,使自己的理论水平和实际操作水平更上一层楼。
关键词:零件图 装夹方案 刀具选择 程序编制
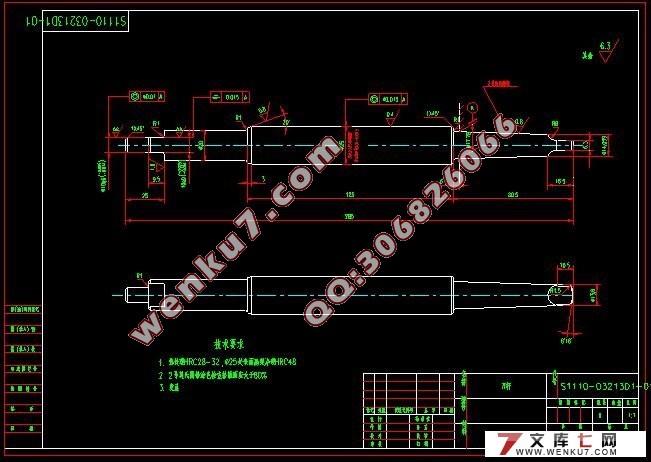
零件的技术要求分析
通过对图1-1以及CAD图的仔细分析,得出:该零件的径向尺寸精度要求比较高,如Ф10g6( )、10e9( )、Ф25(与942/25轴承配磨,保证间隙0.01-0.015)、圆锥面等,在加工这些部位时需要在磨床进行磨削才能保证;图中对基准A的的位置度要求较高,在加工过程中应该保证其精度;该零件的表面粗糙度要求较高,最高的地方达到Ra0.4um,在数控车削中,不能达到此要求,数控车削中只能达到Ra3.2—Ra1.6um,因此对于Ra1.6um以上的部分需要进行磨削加工。零件表面有热处理要求(热处理HRC28-32,Ф25表面高频淬硬HRC48)以及发蓝处理。
发蓝处理:发蓝是将钢在空气中加热或直接浸於浓氧化性溶液中,使其表面产生极薄的氧化物膜的材料保护技术,也称发黑。钢铁零件的发蓝可在亚硝酸钠和硝酸钠的熔融盐中进行,也可在高温热空气及500℃以上的过热蒸气中进行,更常用的是在加有亚硝酸钠的浓苛性钠中加热。发蓝时的溶液成分、反应温度和时间依钢铁基体的成分而定。发蓝膜的成分为磁性氧化铁,厚度为0.5~1.5微米,颜色与材料成分和工艺条件有关,有灰黑、深黑、亮蓝等。单独的发蓝膜抗腐蚀性较差,但经涂油涂蜡或涂清漆后,抗蚀性和抗摩擦性都有所改善。发蓝时,工件的尺寸和光洁度对质量影响不大。故常用於精密仪器、光学仪器、工具、硬度块等。
目 录
引言 4
1、零件图的分析 4
1.1、零件图的完整性和正确性分析 5
1.2、零件的技术要求分析 5
1.3、零件的材料分析 6
1.4、零件的结构工艺性分析 6
2、确定毛坯 6
3、确定装夹方案 6
3.1、定位基准的选择 6
3.2、机床的选择 7
3.3、装夹方案的选择 7
4、刀具的选择 8
4.1、车刀的选择 8
4.2、铣刀的选择 9
4.3、数控加工刀具卡片 9
5、切削用量的选择 9
5.1、主轴转速的确定 10
5.2、进给速度的确定 11
5.3、背吃刀量的确定 11
6、加工路线的安排 12
7、程序的编制 12
7.1、数控编程方法及特点 12
7.2、零件加工程序清单 13
8、数控加工仿真 15
结束语 17
致谢 18
参考文献 19
附 表 21
|
