P51GЯфЬхСуМўЪ§ПиМгЙЄГЬађЩшМЦ(КЌCADСуМўЭМ,UGШ§ЮЌСуМўЭМ,ЙЄађПЈ)(ТлЮФЫЕУїЪщ13000зж,ЭтЮФЗвы,CADЭМ1еХ,UGШ§ЮЌСуМўЭМ,ЙЄађПЈ)
еЊ вЊ
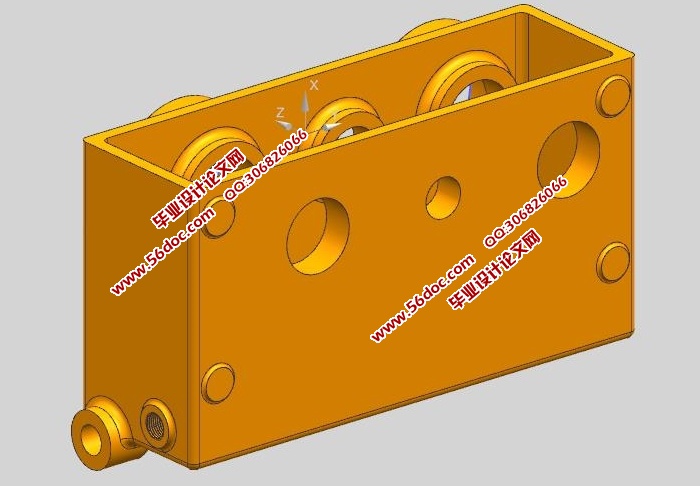
P51GЯфЬхСуМўЪ§ПиМгЙЄГЬађЩшМЦжївЊбаОПЕФЪЧРћгУUG NXШэМўФЃФтМгЙЄжааФЖдP51GЯфЬхСуМўЕФЪ§ПиМгЙЄЙ§ГЬЃЌВЂОнДЫздЖЏБраДГіЪ§ПиМгЙЄГЬађЃЌгІгУгкЪЕМЪМгЙЄжааФЕФЩњВњЙ§ГЬжаЁЃдкДЫЙ§ГЬЃЌНшМјЦеЭЈЛњаЕМгЙЄЕФМгЙЄММЪѕвЊЧѓЕШЗНУцЕФвђЫиЃЌзлКЯжЦЖЈСЫСуМўЕФМгЙЄЙЄвезмЬхЗНАИЃЌжївЊгІгУUG NXШэМўЕФШ§ЮЌНЈФЃвдМАМгЙЄЩшЖЈФЃФтЙІФмЃЌЖдP51GЯфЬхСуМўНјааБивЊЕФНЈФЃЃЌЩшЖЈМИКЮВПМўКЭУЋХїЃЌдкМгЙЄФЃПщРяЖдЪ§ПиМгЙЄЙ§ГЬЩшЖЈКЯРэЕФЗћКЯЪЕМЪЩњВњЕФВЮЪ§ЃЌАќРЈжїжсзЊЫйЁЂНјИјЫйЖШЁЂБГГдЕЖСПКЭЕЖОпВЙГЅЕШЃЌЩњГЩЕЖЙьВЂНјаа3DЖЏЬЌФЃФтЃЌзюКѓОКѓДІРэЖЈвхЩњГЩСуМўЕФЪ§ПиМгЙЄГЬађЃЌНјааМьВщгыгХЛЏЁЃP51GЯфЬхСуМўЕФЪ§ПиМгЙЄГЬађЩшМЦГЩЙІФмЙЛЫЕУїЪ§ПиЯЕЭГздЖЏБрГЬЕФПЩааадЃЌЮЊЯжДњЛЏЛњаЕЩњВњЦѓвЕЬсЙЉИќМгЗНБуПьНнЕФЛњаЕМгЙЄЗНЪНЃЌгажњгкНкдМИќЖрЕФШЫСІЮяСІЃЌВЂЧвгааЇБмУтСЫШЫЙЄБраДДѓСПШпдгГЬађЪБГіЯжЕФДэЮѓЁЃзмжЎЃЌЪ§ПиМгЙЄММЪѕЕФгІгУЛсзїЮЊЯжДњЛЏжЧФмЛЏЩњВњЕФжїСІЖјЙуЗКгІгкИїДѓМгЙЄСьгђЁЃ
ЙиМќДЪЃКЪ§ПиМгЙЄЃЛUG NXЃЛШ§ЮЌНЈФЃЃЛКѓДІРэ
ABSTRACT
The main research of NC machining program design of P51G box parts is to use UG NX software to simulate the NC machining process of the parts of the P51G box, and then automatically write the NC machining program, and apply it to the production process of the actual machining center. In this process, drawing on the factors of the processing technology requirements of ordinary mechanical processing, the overall plan of the processing technology of parts is formulated. The 3D modeling and simulation function of the UG software are used to model the parts of the P51G box, set the geometric parts and blanks, and make the numerical control in the processing module. The processing process set the reasonable parameters in line with the actual production, including the spindle speed, feed speed, the amount of back knife and tool compensation and so on. The tool rails are generated and the 3D dynamic simulation is made. Finally, the NC machining program of the parts is defined by the post-processing, and the inspection and optimization are carried out. The successful design of NC machining program for the parts of the P51G box can explain the feasibility of automatic programming for the CNC system, and provide more convenient and quick machining methods for the modern machinery production enterprises. It helps to save more manpower and material resources, and effectively avoids the errors in the manual programming of large and complicated programs. In short, the application of NC machining technology will be the main force of modern intelligent production, and it should be widely applied in various processing fields.
Key wordsЃКNC machining; UG NX; 3D modeling; post-processin
2.1 СуМўУЋХїЕФЙЄвеадЗжЮі
СуМўдкНјааЪ§ПиЯГЯїМгЙЄЪБЃЌвЛАувЊБЃжЄзАМаЖЈЮЛКЯРэЃЌФмЙЛдкЭЌвЛЙЄЮЛЩЯОЁПЩФмМгЙЄГіНЯЖрЕФашвЊМгЙЄЕФЦНУцЛђЪЧПзЕШЃЌЫљвддкжЦдьСуМўУЋХїЪБОЭгІПМТЧКУетаЉЮЪЬтЃЌИљОнОбщЃЌЯТСаМИЗНУцгІзїЮЊУЋХїЙЄвеадЗжЮіЕФвЊЕуЃК
ЃЈ1ЃЉУЋХївЊгазуЙЛЕФМгЙЄгрСПЁЃСуМўУЋХївЛАуЪЧж§МўКЭЖЭМўОгЖрЃЌИљОнСуМўЭМжНЩЯЕФММЪѕвЊЧѓЃЌАќРЈГпДчОЋЖШЁЂЮЛжУОЋЖШЕШаЮЮЛЙЋВюЃЌАДВФСЯГЩаЭЕФУЋХїжЦдьЗНЗЈЮЊСуМўашМгЙЄБэУцСєгаГфЗжЕФЛњаЕМгЙЄгрСПЁЃ
ЃЈ2ЃЉУЋХївЊЪЪКЯзАМаЁЃЪ§ПиМгЙЄЦеБщвЊЧѓдкЪ§ПиЛњДВЩЯЕФЭЌвЛзАМаЮЛжУОЁПЩФмЖрЕФМгЙЄГівЊЧѓЕФЦНУцЛђЪЧжсПзЕШВПЮЛЃЌЫљвдУЋХїжЦдьвЊПМТЧСуМўМгЙЄЪБЕФзАМаЖЈЮЛЃЌБивЊЪБПЩвддкУЋХїЕФжЦдьжаЬэМгБугкзАМаЕФЭЙЬЈЁЂЭЙЖњЕШЁЃ
ЃЈ3ЃЉУЋХївЊгаОљдШЮШЖЈЕФМгЙЄгрСПЁЃ
СуМўЕФЪ§ПиМгЙЄЙ§ГЬжавђСуМўЪмСІЛсВњЩњМгЙЄБфаЮЃЌетОЭвЊЧѓУЋХїЕФМгЙЄгрСПвЊзуЙЛЃЌВЂЧвОљдШЮШЖЈЃЌвдМѕШѕМгЙЄБфаЮЕФгАЯьЁЃ
2.2 СуМўУЋХїЕФжЦдь
ЃЈ1ЃЉУЋХїПзМгЙЄгрСП
вЛАуЧщПіЯТЃЌжБОЖДѓгк30mmЕФПзЖМгІж§ГіУЋХїПзЁЃПзЕФМгЙЄгрСПвЛАуЮЊ4-6mmЃЌМгЙЄЗНЗЈвЛАуЮЊДжялЁЂАыОЋялЁЂОЋялШ§ВНЭъГЩЁЃжБОЖаЁгк30mmЕФПзвЛАуВЛж§ГіУЋХїПзЃЌжБНгНјШыЪ§ПиМгЙЄСїГЬЃЌОДђжааФПзЁЂзъЁЂРЉЁЂНТЫФВНЭъГЩИпОЋЖШПзЕФМгЙЄЁЃ
ЃЈ2ЃЉУЋХїЦНУцМгЙЄгрСП
вЛАуЧщПіЯТЃЌИљОнСуМўБэУцДжВкЖШЕФвЊЧѓЃЌАДВФСЯГЩаЭЕФУЋХїжЦдьЗНЗЈИјЦНУцСєгазуЙЛЕФКЯРэЕФМгЙЄгрСПЃЌвЛАуЮЊ5-10mmЁЃ

ФП ТМ
еЊ вЊ I
ABSTRACT II
1 ИХЪі 1
1.1Ъ§ПиМгЙЄИХЪі 1
1.2ЩшМЦЕФФПЕФКЭвтвх 3
1.3ЬтФПМђЪі 3
2 СуМўУЋХїжЦдьЗНЗЈЕФШЗЖЈ 6
2.1СуМўУЋХїЕФЙЄвеадЗжЮі 6
2.2СуМўУЋХїЕФжЦдь 6
3 P51GЯфЬхСуМўЕФНЈФЃЙ§ГЬ 8
4 P51GЯфЬхСуМўЕФЪ§ПиМгЙЄ 17
4.1ЙЄвеЗНАИЗжЮі 17
4.2ДДНЈЙЄМўзјБъЯЕ 22
4.3ДДНЈМИКЮЬх 23
4.4ДДНЈЕЖОп 23
4.5МгЙЄЙ§ГЬ 29
5 НсТл 49
ВЮПМЮФЯз 50
ИНТМ1ЃКЭтЮФЗвы 51
ИНТМ2ЃКЭтЮФдЮФ 55
жТ аЛ 59
|
