ДЋЖЏжсЪ§ПиМгЙЄЙЄвеМАБрГЬЩшМЦ(КЌCADСуМўЭМ,ЙЄвеПЈ,ЙЄађПЈ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK718348 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK718348
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ДЋЖЏжсЪ§ПиМгЙЄЙЄвеМАБрГЬЩшМЦ(КЌCADСуМўЭМ,ЙЄвеПЈ,ЙЄађПЈ)(ТлЮФЫЕУїЪщ9000зж,CADЭМжН6еХ,ЙЄвеПЈ,ЙЄађПЈ)
еЊвЊ
БОЦЊЩшМЦЪЧДЋЖЏжсЪ§ПиМгЙЄЙЄвеМАБрГЬЃЌДЋЖЏжсСуМўЕФжївЊМгЙЄБэУцЪЧИїжсОБЕФЭтдВБэУцМАUаЭВл ЕФЯГЯїМгЙЄвдМАM8ТнЮЦПзЕФзъЁЂЙЅМгЙЄЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШгыБЃжЄПзЯЕЕФМгЙЄОЋЖШЯрБШЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШБШНЯШнвзЁЃПзОЖМгЙЄЖМЪЧбЁгУзЈгУзъМаОпЃЌМаНєЗНЪНвЛАубЁгУЪжЖЏМаНєЃЌМаНєПЩППЁЃвђДЫЩњВњаЇТЪНЯИпЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
ЮФеТЕФжиЕудкгкЖдДЋЖЏжсЕФЙЄвеадКЭСІбЇадФмЗжЮіЃЌЖдМгЙЄЙЄвеЙцГЬНјааКЯРэЗжЮіЃЌЖдДЋЖЏжсНјааМгЙЄЙЄвеЕФЙцГЬЩшМЦЃЌАќРЈСЫжїжсЕФЪ§ПиГЕЯїМгЙЄЃЌВЂЧвНщЩмСЫЪ§ПиГЕЕФМгЙЄЙЄвеМАЪ§ПиБрГЬЃЌвдДЫДЋЖЏжсНјааЪ§ПиГЕЕФМгЙЄЙЄвеБржЦКЭЪ§ПиБрГЬЕФЩшМЦЃЌВЂНјааФЃФтЗТецЃЌОЙ§ЪЕМљжЄУїЃЌзюжеПЩвдМгЙЄГіКЯИёЕФДЋЖЏжсСуМўЁЃ
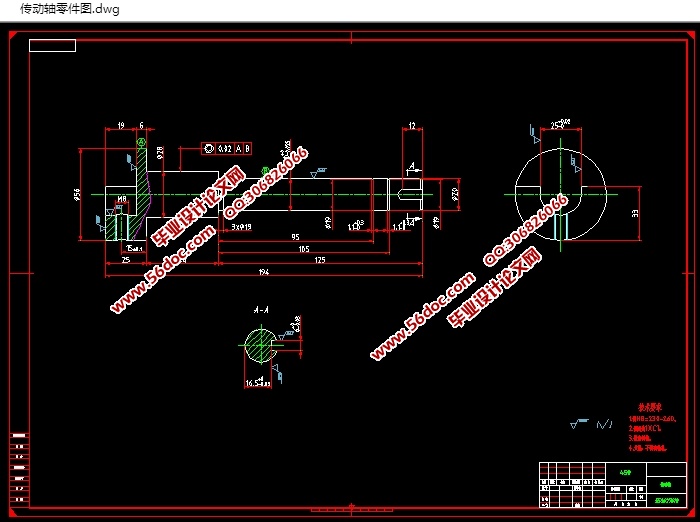
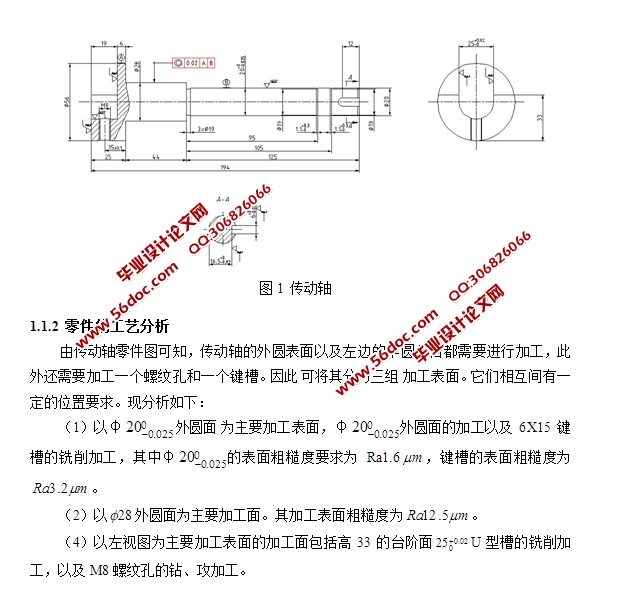
ЙиМќДЪЃКДЋЖЏжсРрСуМўЃЛЙЄвеЙцГЬЃЛЪ§ПиБрГЬЃЛЗТецМгЙЄ
1.1.2 СуМўЕФЙЄвеЗжЮі
гЩДЋЖЏжсСуМўЭМПЩжЊЃЌДЋЖЏжсЕФЭтдВБэУцвдМАзѓБпЕФАыдВЭЙЬЈЖМашвЊНјааМгЙЄЃЌДЫЭтЛЙашвЊМгЙЄвЛИіТнЮЦПзКЭвЛИіМќВлЁЃвђДЫ МгЙЄБэУцЁЃЫќУЧЯрЛЅМфгавЛЖЈЕФЮЛжУвЊЧѓЁЃЯжЗжЮіШчЯТЃК
ЃЈ1ЃЉвдφ ЮЊжївЊМгЙЄБэУцЃЌφ ЭтдВУцЕФМгЙЄвдМА6X15МќВлЕФЯГЯїМгЙЄЃЌЦфжаφ ЕФБэУцДжВкЖШвЊЧѓЮЊRa1.6 ЃЌМќВлЕФБэУцДжВкЖШЮЊ ЁЃ
ЃЈ2ЃЉвд ЭтдВУцЮЊжївЊМгЙЄУцЁЃЦфМгЙЄБэУцДжВкЖШЮЊ ЁЃ
ЃЈ4ЃЉвдзѓЪгЭМЮЊжївЊМгЙЄБэУцЕФМгЙЄУцАќРЈИп33ЕФЬЈНзУц UаЭВлЕФЯГЯїМгЙЄЃЌвдМАM8ТнЮЦПзЕФзъЁЂЙЅМгЙЄЁЃ
1.2СуМўЕФжївЊММЪѕвЊЧѓ
гЩвдЩЯЗжЮіПЩжЊЃЌИУДЋЖЏжсСуМўЕФжївЊМгЙЄБэУцЪЧЭтдВУцЃЌЬЈНзУцЁЂПзМАВлЁЃвђДЫЃЌЖдгкДЋЖЏжсРДЫЕЃЌМгЙЄЙ§ГЬжаЕФжївЊЮЪЬтЪЧБЃжЄЭтдВУцЕФЭЌжсЖШвЊЧѓЃЌДІРэКУПзКЭЦНУц ЁЃ
1.2.1ЭтдВЕФОЋЖШМАЮЛжУОЋЖШ
вдφ ЭтдВЮЊжївЊМгЙЄУцЕФБэУцДжВкЖШвЊЧѓЗжБ№ЮЊЃКφ ЕФБэУцДжВкЖШЮЊRa1.6 ЃЌМќВлЕФБэУцДжВкЖШЮЊ ЃЌφ18.9X1.1ЙЕВлЕФБэУцДжВкЖШЮЊ ЁЃ
1.2.2ЦНУцЕФОЋЖШМАЮЛжУОЋЖШ
вдзѓЪгЭМЮЊжївЊМгЙЄБэУцЕФМгЙЄУцАќРЈ UаЭВлЕФЯГЯїМгЙЄЃЌвдМАM8ТнЮЦПзЕФзъЁЂЙЅМгЙЄЁЃЦфжаφ56X33АыдВаЮЭЙЬЈЕФБэУцДжВкЖШЮЊ ЁЃM8ТнЮЦПзЕФБэУцДжВкЖШЮЊ ЁЃ ЭтдВКЭ ЭтдВМА ЕФЭтдВгаЭЌжсЖШЕФвЊЧѓЁЃ
ФП ТМ
еЊ вЊ I
1 СуМўНсЙЙЙЄвеЗжЮі 1
1.1СуМўЕФЗжЮі 2
1.1.1СуМўЕФзїгУ 2
1.1.2СуМўЕФЙЄвеЗжЮі 5
1.2СуМўЕФжївЊММЪѕвЊЧѓ 6
1.2.1ЭтдВЕФОЋЖШМАЮЛжУОЋЖШ 8
1.2.2ЦНУцЕФОЋЖШМАЮЛжУОЋЖШ 8
1.2.3 ЦфЫћвЊЧѓ 8
2 ЙЄвеЙцГЬЩшМЦ 9
2.1бЁдёЖЈЮЛЛљзМ 9
2.2жЦЖЈЙЄвеТЗЯп 10
2.3бЁдёМгЙЄЩшБИКЭЙЄвеЩшБИ 11
2.4ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАЙЋВюЕФШЗЖЈ 11
3 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 12
3.1ЙЄађ1ЃКМаГжзѓЖЫЃЌДжГЕ ГЄЖШ128ЭтдВжС МАЖЫУцДђжааФПз 13
3.2ЙЄађ2ЃКЕїЭЗзАМаЃЌДжГЕ ГЄЖШ28ЭтдВжС МАЖЫУцЃЌДђжааФПз 14
3.3ЙЄађ3ЃКАыОЋГЕзѓЖЫЭтдВМАГпДч 15
3.4ЙЄађ4ЃКЕїЭЗзАМаЃЌАыОЋГЕ ЭтдВжСГпДч 16
3.5ЙЄађ5ЃКАыОЋГЕЁЂОЋГЕ ЭтдВжСГпДч 17
3.6ЙЄађ6ЃКДжГЕ ЙЕВлжСГпДч 18
3.7ЙЄађ7ЃКДжГЕЁЂАыОЋГЕ2Иі ЙЕВлжСГпДч 19
3.8ЙЄађ8ЃКДжЯГ Ип33ЦНУц 20
3.9ЙЄађ9ЃКАыОЋЯГЁЂОЋЯГ UаЭВл 21
3.10ЙЄађ10ЃКзъЁЂЙЅM8ТнЮЦПз 22
3.11ЙЄађ11ЃКДжЯГЁЂАыОЋЯГ6X15МќВлжСГпДч 22
3.12ЪБМфЖЈЖюМЦЫуМАЩњВњАВХХ 22
4 СуМўБрГЬ 23
4.1АыОЋГЕЁЂОЋГЕ ЭтдВжСГпДч 25
4.2ДжГЕ ЙЕВлжСГпДч 26
4.3ДжГЕЁЂАыОЋГЕ2Иі ЙЕВлжСГпДч 27
Нс Тл 28
ВЮПМЮФЯз 29
жТ аЛ 30
|
