АхРрСуМўЕФБрГЬМгЙЄ(КЌCADЭМ,ЙЄађПЈ,ГЬађ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK713263 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713263
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
АхРрСуМўЕФБрГЬМгЙЄ(КЌCADЭМ,ЙЄађПЈ,ГЬађ)(ТлЮФЫЕУїЪщ8300зж,CADЭМжН1еХ,МгЙЄГЬађ,ЙЄађПЈ)
БОЮФжївЊНВЪіАхРрСуМў(АхРрСуМў)ЕФМгЙЄЙЄвеЃЌЭЈЙ§Master CAM X5 ЛГіШ§ЮЌЭМЃЌЖдСуМўЭМЕФЙЄвеадЗжЮіЁЂМгЙЄЕЖОпЕФбЁдёЁЃШЛКѓгУΦ50mmЕФУцЯГЕЖЯГЦНУцЃЌгУЇЖ10mmЕФСЂЯГЕЖЯГЭтТжРЊМАДжЁЂОЋЯГФкВлЃЌгУΦ3mmЕФЕузъзъжааФПзЃЌгУЇЖ8mmЕФТщЛЈзъзъЕзПзЕШЁЃзюКѓЕМГіГЬађЁЃ
2.1.1 СуМўЕФНсЙЙЬиЕуЙЄвеадЗжЮі
ИУСуМўгЩЭЈПзЁЂЭЙЬЈЁЂАМВлЁЂдВЛЁУцПззщГЩЁЃЦфжаГпДчОЋЖШКЭБэУцДжВкЖШШчЭМЫљЪОЁЃСуМўВФСЯЮЊ45ЖЭИжЃЌШШДІРэЕїжЪгВЖШ250-300HBSЁЃИУаЮзДБШНЯМђЕЅЃЌЕЋЪЧЙЄађИДдгЃЌБэУцжЪСПКЭОЋЖШвЊЧѓИпЃЌЫљвдДгОЋЖШвЊЧѓЩЯПМТЧЃЌЖЈЮЛКЭЙЄађАВХХБШНЯЙиМќЁЃЮЊСЫБЃжЄМгЙЄОЋЖШКЭБэУцжЪСПЃЌИљОнУЋХпаЮзДКЭГпДчЃЌЗжЮіВЩгУСНДЮЖЈЮЛЃЈвЛДЮДжЖЈЮЛЃЌвЛДЮОЋЖЈЮЛЃЉзАМаМгЙЄЭъГЩЃЌАДееЛљзМУцЯШжїКѓДЮЁЂЯШНќКѓдЖЁЂЯШРяКѓЭтЁЂЯШДжМгЙЄКѓОЋМгЙЄЁЂЯШУцКѓПзЕФддђвРДЮЛЎЗжЙЄађМгЙЄ.ЁЃ
2.1.2 СуМўЕФММЪѕвЊЧѓЗжЮі
ДгЭМжаЗжЮіЕУжЊЃЌИУСуМўЕФММЪѕвЊЧѓжївЊШчЯТЃК
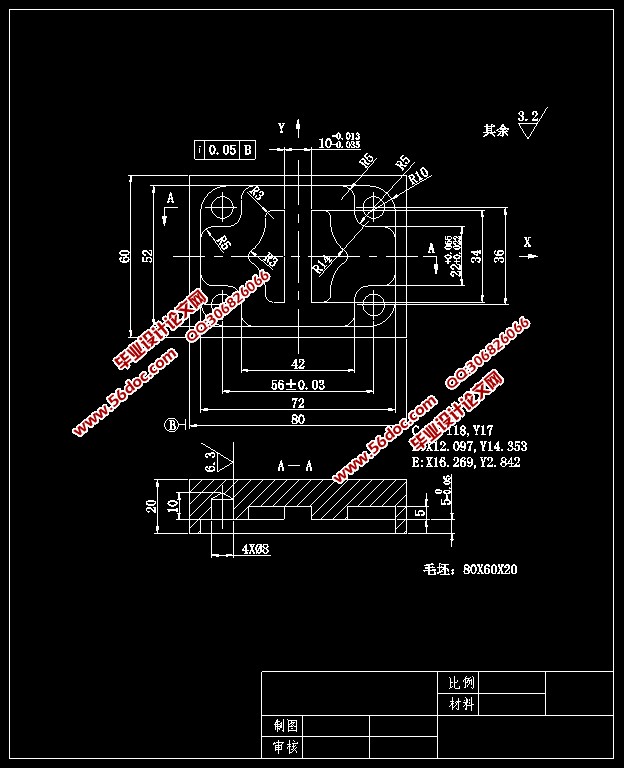
ЃЈ1ЃЉЭтТжРЊВПЗж
ЭтаЮТжРЊе§Уц80×60ЕФОЋЖШЕШМЖЮЊIT12МЖЃЌБэУцДжВкЖШЮЊRa3.2umЁЃЯТБэУцЕФДжВкЖШЮЊRa3.2umЃЌПзБкЕФДжВкЖШЮЊRa1.6umЃЛЕФОЋЖШЕШМЖЮЊIT8МЖЁЃ
ЃЈ2ЃЉФкЧЛВПЗж
ГпДч72×52ФкЧЛЕФОЋЖШЮЊIT8ЃЌБэУцДжВкЖШвЊЧѓЮЊRa1.6umЃЌашвЊНјааДжОЋМгЙЄЗНФмДяЕНвЊЧѓЃЛЩюЖШГпДч5 mmЕФОЋЖШЕШМЖЮЊIT8МЖЃЌБэУцДжВкЖШвЊЧѓЮЊRa3.2umЃЌашНјааДжЯГ→ОЋЯГМгЙЄЁЃ
ЃЈ3ЃЉАМВл
ГпДч42×22АМВлЕФОЋЖШЮЊIT8ЃЌБэУцДжВкЖШвЊЧѓЮЊRa1.6umЃЌашвЊНјааДжОЋМгЙЄЗНФмДяЕНвЊЧѓЃЛЩюЖШГпДч10mmЕФОЋЖШЕШМЖЮЊIT8МЖЃЌБэУцДжВкЖШвЊЧѓЮЊRa3.2umЃЌашНјааДжЯГ→ОЋЯГМгЙЄЁЃ
ЃЈ4ЃЉЭЙЬЈ
ГпДч13.26×34дВЛЁЭЙЬЈЕФИпЖШЮЊ5mmОЋЖШЮЊIT8ЃЌБэУцДжВкЖШвЊЧѓЮЊRa1.6umЃЌашвЊНјааДжОЋМгЙЄЗНФмДяЕНвЊЧѓЃЛЩюЖШГпДч10mmЕФОЋЖШЕШМЖЮЊIT8МЖЃЌБэУцДжВкЖШвЊЧѓЮЊRa3.2umЃЌашНјааДжЯГ→ОЋЯГМгЙЄЁЃ
ЃЈ5ЃЉПз
Пз4-Φ8ЕФОЋЖШЕШМЖЮЊIT7МЖЃЌБэУцДжВкЖШЮЊRa1.6umЃЛЭЈПзашвЊНјаажааФзъПз→РЉПзЃЛПз3-Φ6 ЕФОЋЖШЕШМЖЮЊIT7МЖЃЌБэУцДжВкЖШЮЊRa1.6umЃЛЭЈПзашвЊНјаазъ→НТМгЙЄЁЃ
ЃЈ6ЃЉЮДзЂБэУц
ЮДзЂГпДчМгЙЄУцЕФОЋЖШЕШМЖАДIT12МЖНјааПижЦЃЌБэУцДжВкЖШАДRa3.2umПижЦЁЃ

ФП ТМ
ЁОеЊвЊЁП 1
ФП ТМ 2
1 аїТл 3
1.1 БОПЮЬтЕФФПЕФМАвтвх 3
1.2 Ъ§ПиЛњДВМАЪ§ПиММЪѕЕФгІгУгыЗЂеЙ 3
1.3 БОПЮЬтЕФжївЊШЮЮё 4
2 СуМўЕФЙЄвеЙцГЬЩшМЦ 5
2.1 СуМўЕФЙЄвеЗжЮі 5
2.1.1 СуМўЕФНсЙЙЬиЕуЙЄвеадЗжЮі 6
2.1.2 СуМўЕФММЪѕвЊЧѓЗжЮі 6
2.2 УЋХїЕФбЁдё 7
2.3 ЖЈЮЛЛљзМЕФбЁдё 7
2.4 зАМаЗНЪНЕФбЁдё 7
2.5 ЙЄађМАЙЄВНЕФЛЎЗж 7
2.6 ЕЖОпЕФбЁдё 8
2.7 ЧаЯїгУСПЕФбЁдё 8
2.9 БОеТаЁНс 9
3 СуМўЕФШ§ЮЌдьаЭЩшМЦ 10
3.1 ШэМўЕФбЁдёМАНщЩм 10
3.2 СуМўЕФШ§ЮЌдьаЭЩшМЦ 10
3.3 БОеТаЁНс 11
4 СуМўЕФMASTERCAMздЖЏБрГЬМАМгЙЄ 12
4.1 УЋХїЕФЩшжУ 12
4.2 ЕЖОпЕФЩшжУ 12
4.3 ЕЖТЗЕФЩшМЦ 13
4.3.1 ЯГЯїЯТЦНУцЕЖТЗЩшМЦ 13
4.3.2 ДжМгЙЄЭкВлМгЙЄЕФЕЖТЗЩшМЦ 14
4.3.3 ЖЈЮЛПзЕФЕЖТЗЩшМЦ 18
4.3.4 зъ4-Ø8ПзЕФЕЖТЗЩшМЦ 20
4.4 КѓДІРэЩшжУЃЈМгЙЄГЬађЕФЩњГЩЃЉ 23
зм Нс 25
аЛ ДЧ 26
ВЮ ПМ ЮФ Яз 27
ИНТМ A 28
|