ЭаМмзљЪ§ПиМгЙЄЙЄвеМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK713260 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713260
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЭаМмзљЪ§ПиМгЙЄЙЄвеМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)(ТлЮФЫЕУїЪщ8200зж,CADЭМжН2еХ,ЙЄађПЈ,ЙЄвеПЈ)
еЊвЊ
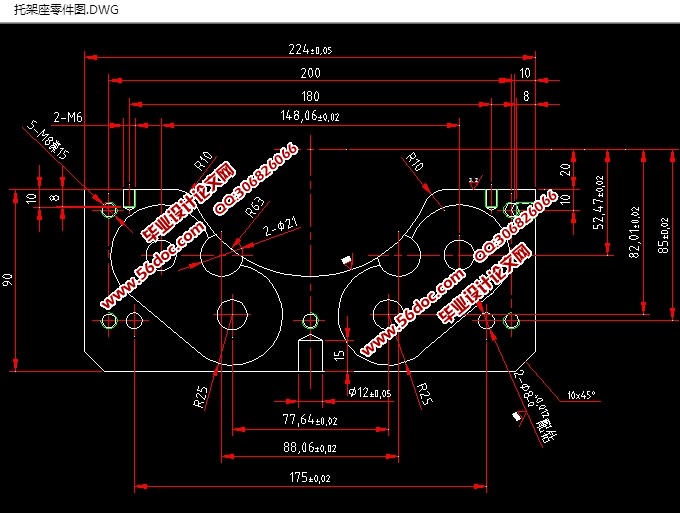
БОЦЊБЯвЕЩшМЦжївЊеыЖдЪ§ПиЛњДВЕФМгЙЄМАБрГЬЕФНщЩмЃЌЖдЭаМмзљСуМўНјааЙЄвеадЗжЮіЃЌАќРЈМгЙЄЙЄвеЕФбЁдёКЭжЦЖЈЃЌЛЙАќРЈИїСуМўЕФГЬађЕФЪжЙЄБржЦЁЃ
ЭаМмзљСуМўЕФЪжЙЄБрГЬгУЕНСЫG01 жБЯпВхВЙЯТСюЁЂG02/G03дВЛЁВхВЙжИСюЃЛG81зъПзЃЛM98ЕїгУзгГЬађжИСюЕШЁЃБШШчУЋХїдьГіЃЌЛњЦїМгЙЄДІРэЃЌШШДІРэЃЌзАХфЕШЖМГЦжЎЮЊЙЄвеЙ§ГЬЁЃдкФтЖЈЙЄвеЙ§ГЬЕБжаЃЌвЊПЯЖЈЭаМмзљИїЙЄађЕФАВЩшКЭИУЙЄВНБивЊЕФЙЄВНЃЌЛњДВЕФНјИјСПКЭИУМгЙЄЙЄађЕФЛњДВЃЌЛњДВЕФжїжсзЊЫйКЭЧаЯїЫйЖШИњЧаЯїЕФЩюЖШЁЃ
ЙиМќДЪЃКМгЙЄЙЄвеЃЛЭаМмзљЃЛБрГЬЃЛЪ§Пи
СуМўНсЙЙЙЄвеЗжЮі
БОЮФЪзЯШЖдЭаМмзљЕФСуМўНјааЗжЮіЃЌЭЈЙ§ЖдЭаМмзљНјааЕФбаОПКЭЗжЮіЃЌУшЪіСЫЫќЕФУЋХїжЦдьаЮЪНЁЂЛњаЕМгЙЄгрСПЁЂЛљзМбЁдёЁЂЙЄађГпДчКЭУЋХїГпДчЕФШЗЖЈЃЌвдМАЧаЯїгУСПКЭЙЄЪБЕФМЦЫуЕШЯрЙиФкШнЁЃЮЊСЫЬсИпРЭЖЏЩњВњТЪЃЌгыжИЕМРЯаЩЬКѓЃЌИаОѕгУЪ§ПиБрГЬБШНЯКЯЪЪЁЃ
дкетДЮБЯвЕЩшМЦжаЃЌИљОнПЮЬтЫљИјЕФСуМўЭМЁЂММЪѕвЊЧѓЃЌЭЈЙ§ВщдФЯрЙизЪСЯКЭЪщМЎЃЌСЫНтКЭеЦЮеСЫЕФЛњаЕМгЙЄЙЄвеКЭБрГЬЕФвЛАуЗНЗЈКЭВНжшЃЌВЂдЫгУетаЉЗНЗЈКЭВНжшНјааСЫМаОпЩшМЦЁЃећИіЩшМЦЕУжИЕМЫМЯы“МђБуЁЂаЇТЪИпЁЂЗЧГЃОМУ”ЁЃ
ЙЄОпЪЧШЫРрЮФУїНјВНЕФБъжОЁЃздЖўЪЎЪРМЭФЉЃЌЯжДњжЦдьММЪѕКЭЛњаЕжЦдьЙ§ГЬздЖЏЛЏЗНУцШЁЕУСЫГЄзуЕФЗЂеЙЁЃЕЋЪЧЃЌдкВЛЖЯДДаТЕФЙЄОпЃЈАќРЈМаОпЃЌЕЖОпЃЌСПОпКЭЦфЫћИЈжњЩшБИЃЉЃЌЫќЕФЙІФмЛЙЪЧКмЯджјЁЃИУЛњДВМаОпЖдСуМўЕФжЪСПЃЌЩњВњТЪКЭВњЦЗГЩБОгажБНггАЯьЁЃвђДЫЃЌЮоТлЪЧДЋЭГКЭЯжДњжЦдьЯЕЭГЃЌМаОпЖМЪЧЗЧГЃживЊЕФЙЄвеЩшБИжЎвЛЁЃ
1.1 ЭаМмзљСуМўЕФЗжЮі
ДгСуМўЭМПЩжЊЕРЃЌИУСуМўЮЊЖЭдьСуМўЃЌЯШВЩгУЖЭдьЙЄМўКѓЃЌЩЯЯТУцМАЫФжмгУЯГДВЯГЙтКѓдйНјааЛњДВМгЙЄЃЌЭаМмзљВФСЯЮЊ45ИжЁЃ
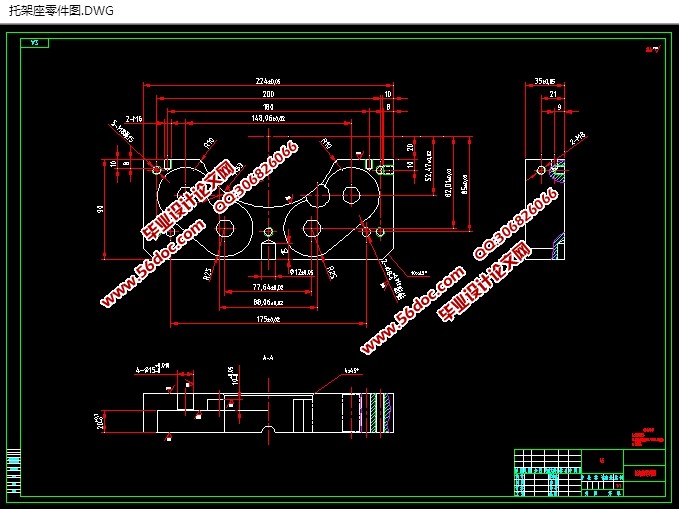
ЭаМмзљЩЯЯТБэУцгыЫФжмЯГПЩвдЯШдкЦеЭЈЯГДВЩЯЭъГЩЃЌЪ§ПиЯГДВЮЊКѓајДжЃЌАыОЋЃЌОЋМгЙЄЕФЙЄађЁЃвдЯТЭМ1ЃЌЭМ2ЗжБ№ЮЊЭаМмзљСуМўдкСуМўЭМКЭУЋХїЭМЁЃ
ФП ТМ
еЊ вЊ I
1 СуМўНсЙЙЙЄвеЗжЮі 1
1.1ЭаМмзљСуМўЕФЗжЮі 2
1.2ЕЖОпЁЂСПОпЕФбЁдё 5
1.3ШЗЖЈУЋХїЕФжЦзїаЮЪН 9
2 ЙЄвеЙцГЬЩшМЦ 1
2.1бЁдёЖЈЮЛЛљзМ 9
2.2жЦЖЈЙЄвеТЗЯп 10
2.3бЁдёМгЙЄЩшБИКЭЙЄвеЩшБИ 11
2.4ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАЙЋВюЕФШЗЖЈ 11
3 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 12
3.1ЙЄађ20ЃКДжЯГЁЂАыОЋЯГСуМўЩЯЯТЖЫУц 14
3.2ЙЄађ30ЃКДжЯГСуМўзѓгвЖЫУцМАC10ЕЙНЧ 15
3.3ЙЄађ40ЃКДжЯГR63АыдВЛЁМАR10дВНЧ 16
3.4ЙЄађ50ЃКДжЁЂАыОЋЁЂОЋЯГЖдГЦЗжВМЕФАыОЖЮЊR25бќВлЩю20жСГпДч 10
3.5ЙЄађ60ЃКДжЯГЁЂАыОЋЯГ Щю УЄПз 17
3.6ЙЄађ70ЃКДжЯГЁЂАыОЋЯГ ЭЈПзЕНЮЛ 17
3.7ЙЄађ80ЃКзъЁЂНЪ Щю15УЄПзжСГпДч 17
3.8ЙЄађ90ЃКзъЁЂНЪ Щю15УЄПзжСГпДч 17
3.9ЙЄађ100ЃКзъЁЂЙЅ5-M8Щю15ТнЮЦПз 17
3.10ЙЄађ110ЃКзъЁЂЙЅСНЖЫ2-M6Щю10ТнЮЦПзжСГпДч 17
3.11ЙЄађ120ЃКзъЁЂЙЅСНЖЫ2-M8Щю10ТнЮЦПзжСГпДч 17
4 СуМўБрГЬ 25
4.1ДжЁЂАыОЋЁЂОЋЯГЖдГЦЗжВМЕФАыОЖЮЊR25бќВлЩю20жСГпДч 26
4.2ДжЯГЁЂАыОЋЯГ Щю УЄПз 27
4.3зъЁЂНЪ Щю15УЄПзжСГпДч 28
Нс Тл 29
ВЮПМЮФЯз 30
жТ аЛ 31
|
