МаОпЕцПщМгЙЄЙЄвеЙцГЬМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK713258 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713258
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
МаОпЕцПщМгЙЄЙЄвеЙцГЬМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)(ТлЮФЫЕУїЪщ7000зж,CADЭМжН2еХ,ЙЄађПЈ,ЙЄвеПЈ)
еЊвЊ
БОЦЊЩшМЦЪЧМаОпЕцПщМгЙЄЙЄвеМАБрГЬЃЌМаОпЕцПщСуМўЕФжївЊМгЙЄБэУцЪЧИїБэУцЕФЯГЯїКЭФЅЯїМгЙЄМАФкПз ЕФЯГЯїЯїМгЙЄвдМА ЁЂ жБПзЕФзъЯїМгЙЄКЭ2- Щю5бќВлЕФЯГЯїМгЙЄЕШЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШгыБЃжЄПзЯЕЕФМгЙЄОЋЖШЯрБШЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШБШНЯШнвзЁЃПзОЖМгЙЄЖМЪЧбЁгУзЈгУзъМаОпЃЌМаНєЗНЪНвЛАубЁгУЪжЖЏМаНєЃЌМаНєПЩППЁЃвђДЫЩњВњаЇТЪНЯИпЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
ЮФеТЕФжиЕудкгкЖдМаОпЕцПщЕФЙЄвеадКЭСІбЇадФмЗжЮіЃЌЖдМгЙЄЙЄвеЙцГЬНјааКЯРэЗжЮіЃЌЖдМаОпЕцПщНјааМгЙЄЙЄвеЕФЙцГЬЩшМЦЃЌАќРЈСЫМаОпЕцПщЕФЪ§ПиЯГЯїМгЙЄЃЌВЂЧвНщЩмСЫЪ§ПиЯГЕФМгЙЄЙЄвеМАБрГЬЃЌвдДЫМаОпЕцПщНјааЪ§ПиЯГЕФМгЙЄЙЄвеБржЦКЭЪ§ПиБрГЬЕФЩшМЦЃЌОЙ§ЪЕМљжЄУїЃЌзюжеПЩвдМгЙЄГіКЯИёЕФМаОпЕцПщСуМўЁЃ
ЙиМќДЪЃКМгЙЄЙЄвеЃЛМаОпЕцПщЃЛБрГЬЃЛЪ§Пи
1 СуМўНсЙЙЙЄвеЗжЮі
БОЮФЪзЯШЖдМаОпЕцПщЕФСуМўНјааЗжЮіЃЌЭЈЙ§ЖдМаОпЕцПщНјааЕФбаОПКЭЗжЮіЃЌУшЪіСЫЫќЕФУЋХїжЦдьаЮЪНЁЂЛњаЕМгЙЄгрСПЁЂЛљзМбЁдёЁЂЙЄађГпДчКЭУЋХїГпДчЕФШЗЖЈЃЌвдМАЧаЯїгУСПКЭЙЄЪБЕФМЦЫуЕШЯрЙиФкШнЁЃЮЊСЫЬсИпРЭЖЏЩњВњТЪЃЌгыжИЕМРЯаЩЬКѓЃЌИаОѕгУЪ§ПиБрГЬБШНЯКЯЪЪЁЃ
дкетДЮБЯвЕЩшМЦжаЃЌИљОнПЮЬтЫљИјЕФСуМўЭМЁЂММЪѕвЊЧѓЃЌЭЈЙ§ВщдФЯрЙизЪСЯКЭЪщМЎЃЌСЫНтКЭеЦЮеСЫЕФЛњаЕМгЙЄЙЄвеКЭБрГЬЕФвЛАуЗНЗЈКЭВНжшЃЌВЂдЫгУетаЉЗНЗЈКЭВНжшНјааСЫМаОпЩшМЦЁЃећИіЩшМЦЕУжИЕМЫМЯы“МђБуЁЂаЇТЪИпЁЂЗЧГЃОМУ”ЁЃ
ЙЄОпЪЧШЫРрЮФУїНјВНЕФБъжОЁЃздЖўЪЎЪРМЭФЉЃЌЯжДњжЦдьММЪѕКЭЛњаЕжЦдьЙ§ГЬздЖЏЛЏЗНУцШЁЕУСЫГЄзуЕФЗЂеЙЁЃЕЋЪЧЃЌдкВЛЖЯДДаТЕФЙЄОпЃЈАќРЈМаОпЃЌЕЖОпЃЌСПОпКЭЦфЫћИЈжњЩшБИЃЉЃЌЫќЕФЙІФмЛЙЪЧКмЯджјЁЃИУЛњДВМаОпЖдСуМўЕФжЪСПЃЌЩњВњТЪКЭВњЦЗГЩБОгажБНггАЯьЁЃвђДЫЃЌЮоТлЪЧДЋЭГКЭЯжДњжЦдьЯЕЭГЃЌМаОпЖМЪЧЗЧГЃживЊЕФЙЄвеЩшБИжЎвЛЁЃ
1.1 МаОпЕцПщСуМўЕФЗжЮі
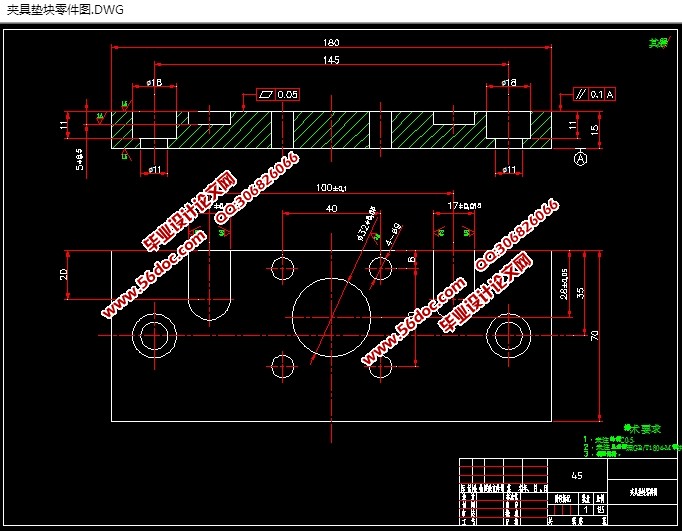
ДгСуМўЭМПЩжЊЕРЃЌИУСуМўЮЊЖЭдьСуМўЃЌЯШВЩгУЖЭдьЙЄМўКѓЃЌЩЯЯТУцМАЫФжмгУЯГДВЯГЙтКѓдйНјааЛњДВМгЙЄЃЌМаОпЕцПщВФСЯЮЊ45ИжЁЃ
МаОпЕцПщЩЯЯТБэУцгыЫФжмЯГПЩвдЯШдкЦеЭЈЯГДВЩЯЭъГЩЃЌЪ§ПиЯГДВЮЊКѓајДжЃЌАыОЋЃЌОЋМгЙЄЕФЙЄађЁЃ
ФП ТМ
еЊ вЊ I
1 СуМўНсЙЙЙЄвеЗжЮі 1
1.1МаОпЕцПщСуМўЕФЗжЮі 2
1.2ЕЖОпЁЂСПОпЕФбЁдё 3
1.3ШЗЖЈУЋХїЕФжЦзїаЮЪН 4
2 ЙЄвеЙцГЬЩшМЦ 5
2.1бЁдёЖЈЮЛЛљзМ 6
2.2жЦЖЈЙЄвеТЗЯп 9
2.3бЁдёМгЙЄЩшБИКЭЙЄвеЩшБИ 10
2.4ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАЙЋВюЕФШЗЖЈ 10
3 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 12
3.1ЙЄађ20ЃКДжЯГЁЂАыОЋЯГСуМўЩЯЯТЖЫУц 13
3.2ЙЄађ30ЃКДжЯГЁЂОЋЯГСуМўзѓгвЖЫУц 14
3.3ЙЄађ40ЃКЦНУцФЅСуМўЩЯЯТЖЫУцжСГпДчЃЌБЃжЄЦНааЖШКЭЦНУцЖШ 15
3.4ЙЄађ50ЃКДжЯГЁЂАыОЋЯГЁЂОЋЯГПэЖШЮЊ2- Щю5бќВлжСГпДч 16
3.5ЙЄађ60ЃКДжЯГЁЂАыОЋЯГ ПзжСГпДч 17
3.6ЙЄађ70ЃКЯГ2-Ёг18Щю11ГСПзЕНЮЛ 18
3.7ЙЄађ80ЃКзъ2-Ёг11ПзЕНЮЛ 18
3.8ЙЄађ90ЃКзъ4-Ёг9ЭЈПзжСГпДч 18
4 СуМўБрГЬ 19
4.1ДжЯГЁЂАыОЋЯГЁЂОЋЯГПэЖШЮЊ2- Щю5бќВлжСГпДч 20
4.2ДжЯГЁЂАыОЋЯГ ПзжСГпДч 20
Нс Тл 21
ВЮПМЮФЯз 22
жТ аЛ 23
|
