CA6140ГЕДВЕФЪ§ПиИФдьЩшМЦ(ШЮЮёЪщ,ПЊЬтБЈИц,БЯвЕТлЮФЫЕУїЪщ21000зж,CADЭМжН2еХ)
[еЊвЊ] CA6140ГЕДВЕФЪ§ПиИФдьЪЧвЛИіЪЕМљадЕФПЮЬтЃЌНЋЪЕМЪгыРэТлЯрНсКЯЁЃдкИФдьЕФЙ§ГЬвЊПМТЧЗНАИЕФОМУадЁЂПЩППадЁЂЪЕгУадЁЃCA6140ГЕДВЕФИФдьЗжЮЊСНДѓВПЗжЃКЮЂЛњВПЗжИФдьКЭЛњаЕВПЗжЕФИФдьЁЃБОДЮЩшМЦжївЊЪЧЛњаЕВПЗжЕФИФдьЃЌИФдьЕФЗНУцжївЊЗжЮЊШ§ИіВПЗжЃКжїжсЯфЕФИФдьЁЂЕЖМмЕФИФдьЁЂКсзнЯђНјИјВПЗжЕФИФдьЁЃ
жїжсЯфЕФИФдьжївЊЪЧбЁдёЕчЛњЁЂНЋ24МЖБфЫйИФЮЊ8МЖБфЫйЁЂЖджїжсЯфФкЕФИїСуВПМўНјаааЃКЫЁЂвКбЙБфЕЕзАжУЕФЩшМЦЁЂЕчДХРыКЯЦїЕФАВзАЕШЕШЁЃ
ЕЖМмЕФИФдьжївЊЪЧНЋдгаЕЖМмгУЛизЊздЖЏЕЖМмНјааЬцДњЃЌЩшМЦздЖЏЕЖМмЕФИїВПЗжЕФНсЙЙЃЌЪЙЦфФмЙЛзМШЗЖЈЮЛздЖЏЛЛЕЖЃЌЬсИпЦеЭЈCA6140ГЕДВЕФЙЄзїаЇТЪЁЃ
КсзнЯђНјИјЕФИФдьжївЊЪЧНЋдгаЪжЖЏВйзїИФЮЊЪ§ПиЗНЪНЃЌШЗЖЈЦфТіГхЕБСПЃЌбЁдёВННјЕчЛњЃЌВЂЩшМЦЦфБфЫйЯфЁЃ
[ЙиМќДЪ] CA6140ГЕДВ Ъ§ПиИФдь жїжсЯф ЕЖМм КсзнЯђНјИјЯЕЭГ
Numerical control transformation of CA6140 lathe
[Abstract] the numerical control transformation of CA6140 lathe is a practical subject, combining the practical and theoretical. In the process of transformation to consider economy, reliability and practicability of the scheme. Transformation of CA6140 lathe is divided into two parts: reconstruction of computer parts and mechanical parts. Reconstruction of this design is mainly mechanical parts, the aspects are divided into three parts: the spindle box of the transformation, the rest of the transformation, the transverse longitudinal feed part of the reform.
Spindle box of transformation mainly choose motor, stepless speed changing stepless speed changing will be 24 to eight, for each part of the spindle box test design, electromagnetic clutch, hydraulic shift device installation and so on.
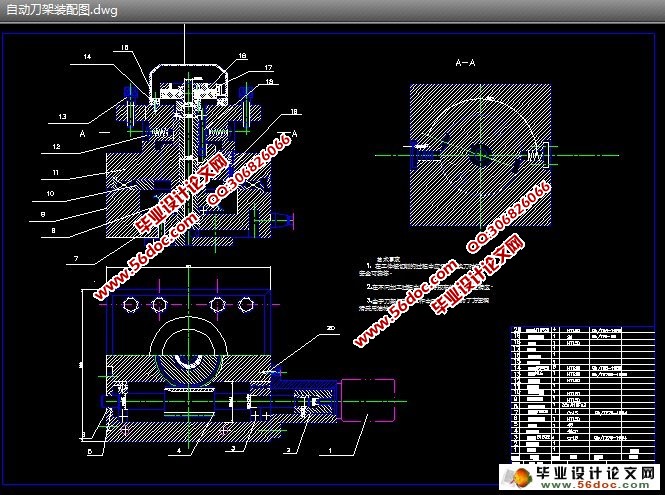
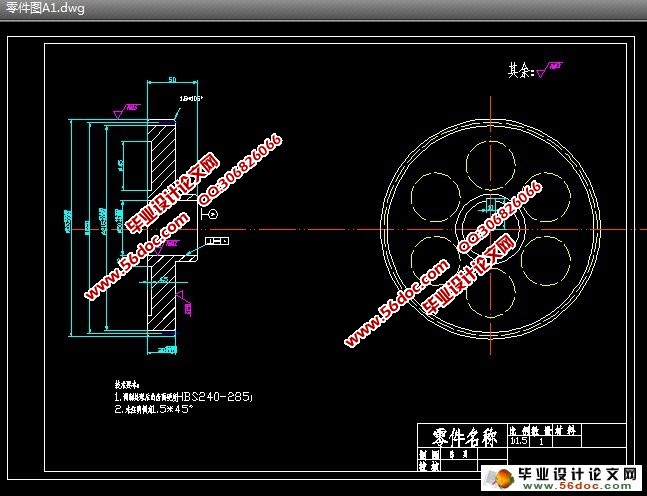
Tool post transformation is mainly a tool post to replace, with automatic rotary tool rest design structure of each part of automatic tool post, so it can accurately locate the automatic tool change, improve the work efficiency of ordinary CA6140 lathe.
Transverse longitudinal feed transformation mainly is the original manual operation to numerical control way, determine its pulse equivalent, choose stepper motor, and design of the gearbox.
[Key words] CA6140 lathe numerical control transformation spindle box tool post horizontal longitudinal feed system
5.1 жївЊбаОПЃЈЩшМЦЃЉФкШн
ЖдCA6140ЦеЭЈГЕДВНјааЪ§ПиЛЏИФдьЃЌЪЙЦфМгЙЄжЪСПКЭМОЖШДяЕНЛђепГЌЙ§ИФдьЧАГЕДВГіГЇЪБЕФЫЎЦНЃЌНгНќЭЌЕЕДЮЪ§ПиГЕДВЕФЫЎЦНЃЌЪ§ПиИФдьКѓЕФГЕДВЦфЩњВњаЇТЪЁЂАВШЋадГЌЙ§ИФдьЧАЦеЭЈГЕДВГіГЇЪЧЕФЫЎЦНЁЃ
жїДЋЖЏБЃСєжїжсЯфЁЂДВЩэЕМЙьЁЂСяАхЁЂЮВзљЃЌЖјЫІЕєЯжгаГЕДВНјИјЯфЁЂСяАхЯфЁЂЕЖМмЕШЁЃ
НјИјДЋЖЏВЩгУПЊЛЗЫХЗўЯЕЭГЃЌПЊЛЗЫХЗўЯЕЭГУЛгаМьВщЛњаЕдЫЖЏЕФМьВтдЊМўЃЌМДУЛгаРДздЮЛжУДЋИаЦїЕФЗДРЁаХКХЁЃгЩВННјЕчЖЏЛњЛђЕчвКТіГхТэДяЧ§ЖЏЃЌдЫЖЏЫйЖШКЭОЋЖШНЯЕЭЃЌдЫЖЏжаШнвзВњЩњеёЕДЁЂЖЊВЛЕШЯжЯѓЃЌвђДЫжївЊгУгкОМУаЭЛђМђвзаЭЪ§ПиЛњДВЃЌЦфОЋЖШКЭЫйЖШЕФЬсИпЪмЕНЯожЦЁЃНјЛїЯфБфЮЊзнЯђВННјЕчЛњжЇГХЃЌашжиаТЩшМЦжЦдьЃЛСНЬЈВННјЕчЛњжЇГХМўЁЂСЌНгМўЁЂСНЫПИмжЇГХгыСяАхСЊНгМўЃЌЕчЖЏЕЖМмСЊНгМўЁЂЕчЦјЙёЁЂЗРЛЄЕШжївЊМўашЩшМЦжЦзїЃЛИїжївЊВЛМћашзАХфЁЂАВзАгыЕїећЁЃ
5.2 ЙиМќЮЪЬт
ГЕДВЕФзнЯђНјИјЛњЙЙИФдьЁЂКсЯђНјИјЛњЙЙИФдьЃЛ
ЕЖМмЕФИФдьЃЛ
дЪМЪ§ОнЃК
CA6140ГЕДВЕФжїВЮЪ§ЪЧДВЩэЩЯзюДѓЙЄМўЛизЊжБОЖЃЌЕкЖўжїВЮЪ§ЪЧзюДѓЙЄМўГЄЖШЁЃвђЮЊжїВЮЪ§ОіЖЈСЫжїжсжсЯпОрРыДВЩэЕМЙьЕФИпЖШЃЌЕкЖўВЮЪ§ОіЖЈСЫДВЩэЕФГЄЖШЁЃ
ЛњДВЕФжївЊММЪѕВЮЪ§
ДВЩэЩЯзюДѓЙЄМўЛизЊжБОЖ 400КСУз
зюДѓЙЄМўГЄЖШ 1000КСУз
жїжсжааФжСДВЩэЦНУцЕМЙьОрРы 205КСУз
ЕЖМмЩЯзюДѓЙЄМўЛизЊжБОЖ 210КСУз
зюДѓГЕЯїГЄЖШ 807КСУз
жїжсПзОЖ 48КСУз
жїжсзЊЫйЃКе§зЊ 24МЖ 10—1400зЊ/Зж
ЗДзЊ 12МЖ 14—1580зЊ/Зж
знЯђНјИјСПжаЪ§КЭЗЖЮЇ: 64жж
БъзМНјИјСПЃК 0.08—1.59КСУз/зЊ
аЁНјИјСПЃК 0.028—0.054КСУз/зЊ
ДѓНјИјСПЃК 1.71—6.33КСУз/зЊ
КсЯђНјИјСПжаЪ§КЭЗЖЮЇ: 64жж
БъзМНјИјСПЃК 0.04—0.795КСУз/зЊ
аЁНјИјСПЃК 0.014—0.027КСУз/зЊ
ДѓНјИјСПЃК 0.086—3.16КСУз/зЊ
жїЕчЛњЙІТЪЃК 7.5ЧЇЭп
ЛњДВжиСПЃК 2050ЧЇПЫ
ФП ТМ
ШЮЮёЪщ Ђё
ПЊЬтБЈИц Ђђ
жИЕМНЬЪІЩѓВщвтМћ Ђѓ
ЦРдФРЯЪІЦРгя Ђє
Д№БчЛсвщМЧТМ Ђѕ
жаЮФеЊвЊ Ђі
ЭтЮФеЊвЊ Ђї
1 ЧАбд 3
2 жїжсЯфЕФИФдьЩшМЦ 3
2.1 жїжсЯфДЋЖЏЯЕЭГИФдьЗНАИКЭЩшМЦФкШн 3
2.1.1 жїжсЯфДЋЖЏИФдь 3
2.1.2 ЛЛЕВзАжУЕФИФдьЩшМЦ 3
2.1.3 ЕїЫйзАжУЕФИФдьЩшМЦ 3
2.1.4 ВтЫйзАжУИФдьЩшМЦ 3
2.1.5 ЯфЬхЕФИФдьЩшМЦ 3
2.2 здЖЏЛЛЕЖЯЕЭГЕФЩшМЦИФдь 3
2.2.1 ЛизЊЕЖМмЪНздЖЏЛЛЕЖзАжУ 3
2.2.2 ЕЖМмЕФАВзАКЭЕїЪд 3
3 НјИјЫХЗўЯЕЭГЛњаЕВПЗжЩшМЦгыМЦЫу 3
3.1 НјИјЯЕЭГЛњаЕНсЙЙИФдьЩшМЦ 3
3.2 НјИјЫХЗўЯЕЭГЛњаЕВПЗжЕФМЦЫугыбЁаЭ 3
3.2.1 ШЗЖЈЯЕЭГЕФТіГхЕБСП 3
3.2.2 знЯђЙіжщЫПИмТнФИИБЕФИБЕФаЭКХбЁдёгъаЃКЫВНжш 3
3.2.3 КсЯђЙіжщЫПИмТнФИИБЕФаЭКХбЁдёгыаЃКЫВНжш 3
3.2.4 ГнТжгаЙиМЦЫу 3
НсТл 3
ВЮПМЮФЯз 3
жТ аЛ 3
|
