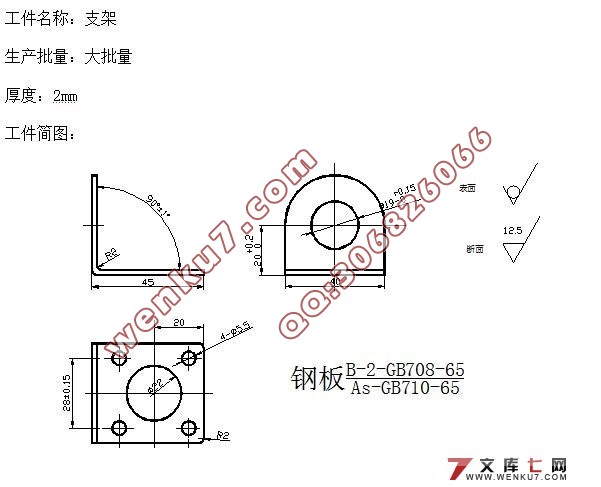
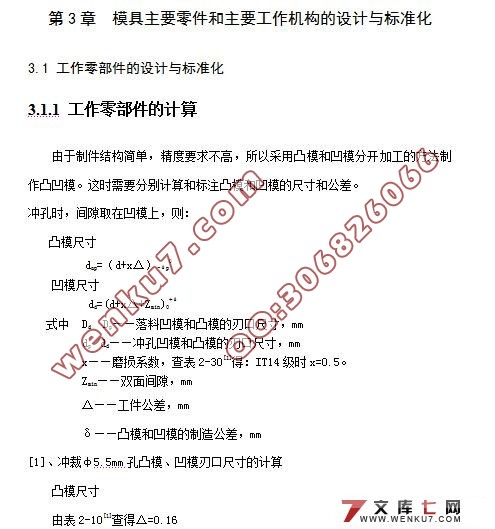
冲孔―落料―弯曲级进模设计(含cad零件图和装配图,工艺卡) 来源:wenku7.com 资料编号:WK74563 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK74563 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 冲孔—落料—弯曲级进模设计(含cad零件图和装配图,工艺卡)(含任务书,开题报告,论文说明书10000字,CAD图纸7张,工艺卡) 工件名称:支架 生产批量:大批量 厚度:2mm 图示零件材料,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。 支架外形落料的工艺性:支架属于中等尺寸零件,料厚2mm,外形复杂程度一般,尺寸精度要求一般,因此可采用落料工艺获得。 支架冲孔的工艺性:大小为φ5.5mm和φ19mm和φ22mm的孔,尺寸精度要求一般,可采用冲孔。 支架弯曲的工艺性:此为支架弯曲其精度为±1,其弯曲件的材料为优质碳素结构钢曲服强度为420可以用一般弯曲工艺获得。 此工件只有外形落料和冲孔和弯曲三个工序。图示除标注公差的尺寸外零件尺寸未注公差的一般尺寸,均按惯例取IT14级,符合一般级进冲压的经济精度要求,模具精度取IT9级即可。 由以上分析可知,图示零件具有比较好的冲压工艺性和弯曲工艺性,适合冲压和弯曲生产。 按弯曲件展开来计算,由公式中型层半径 r=R+Kt r—中性层半径(mm) R—弯曲内半径,R=2mm K—中性层位置因素,有表查K=0.31 t—材料厚度t=2mm 则中性层半径 r=2+0.31×2=2.62mm 中性层长度l= =4.1 A=40-2-2=36mm B=45-2-2=41mm L=36+41+4.1=81.1mm 固其工件的面积为S=2444+1256-95-379.94-283.39-283.39=2941.67mm 目录 1 工艺分析、排样设计 4 1.1 排样设计 6 1.1.1 确定零件的排样方案 6 1.1.2 条料宽度、导尺间宽度和材料利用率的计算 6 1.1.3 材料利用率的计算: 7 1.1.4 工艺方案的确定及工艺计算 7 2 模具结构形式的选择与确定 9 2.1 冲压力与压力中心的计算,初选压力机 9 2.1.1 冲裁工序总力的计算 10 2.1.2 弹性橡胶板的计算 12 2.1.3 压力中心的计算 13 3 模具主要零件和主要工作机构的设计与标准化 16 3.1 工作零部件的设计与标准化 16 3.1.1 工作零部件的计算 16 3.2 工作零部件的设计与标准化 18 3.2.1 冲孔凸模各尺寸及其组件确定和标准化 20 3.2.2 凹模各尺寸及其组件确定和标准化 23 4 定位装置的设计与标准化 24 4.1 始用挡料装置的设计与标准化 24 4.2 固定挡料销的设计与标准化 25 4.3 导正销的设计与标准化 25 4.4 导料板的设计与标准化 27 5 标准模架的选用 27 6 卸料装置的设计与标准化 29 7 其余零件的选用与标准化 29 7.1 螺钉,销钉的确定 29 7.2 装配图与零件图设计 30 7.3 压力机的选择与校核 30 8 模具的装配与调试 31 8.1 模具的装配 31 8.2 模具的调试 31 8.2.1 凸,凹模间隙的调试 31 8.2.2 冲模的试冲 32 8.2.3 试冲过程中的调整 32 设计总结 35 致谢 36 参考文献 37