正时皮带传动件精冲模具结构分析与优化(含CAD图)
来源:wenku7.com 资料编号:WK718288 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK718288
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
正时皮带传动件精冲模具结构分析与优化(含CAD图)(任务书,外文翻译,论文说明书13000字,CAD图3张)
摘要
本文根据所给的零件设计了一套精冲模具,同时借助于有限元软件hypermesh模拟分析了精冲模具的强度和刚度,对模具关键部位比如冲头、凸模的冲裁表面施加了不同载荷,然后进行模拟,研究了精冲模的特点,分析了网格对最终结果的影响。这对于精冲模具的设计和优化有着一定的指导意义。
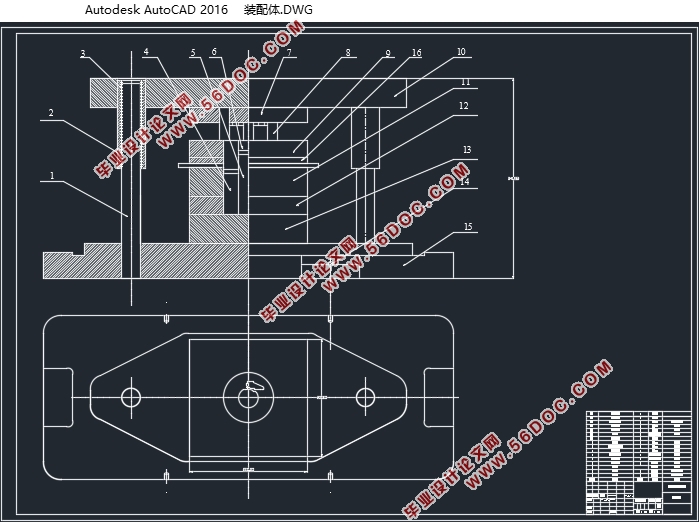
论文主要研究了模具的设计以及模具的刚度和强度。先根据零件来设计模具,其中的工艺分析、排样、选用相关机构等均参考冲压手册。再绘制CAD图,同时将模具的三维造型绘制出来,导入到有限元软件中去,根据软件模拟结果来优化精冲工艺,改进模具结构。
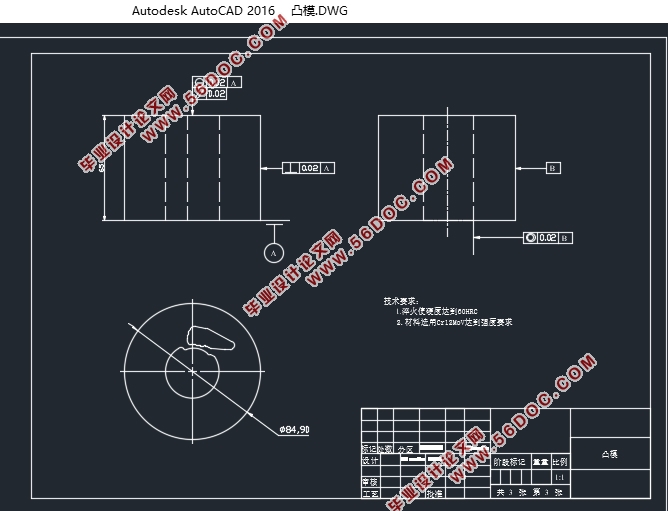
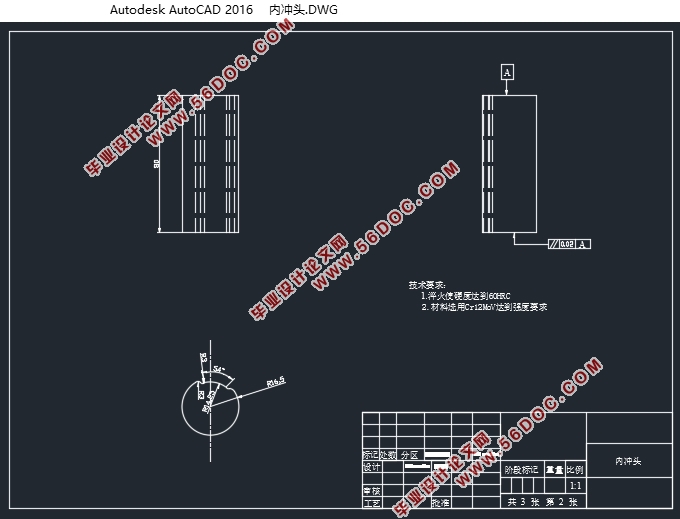
模拟结果表明:模具的内冲头刃口以及落料凸模的薄壁处会出现最大的应力,分别为1680MPa和1241MPa;而内冲头的中心以及落料凸模的薄壁处会出现最大的应变,分别为0.273μm和0.582μm。因此选用抗拉强度大于3600MPa的模具钢可以克服强度问题,而应变值都没有超过允许范围,只需对模具淬火使硬度达到60HRC即可,同时在落料凸模薄壁处设置顶料装置支撑薄壁,减小薄壁的变形。
关键词:精冲工艺;模具设计;强度、刚度分析;优化
Abstract
A fine blanking die was design in the paper, and the paper simulates and analyses the strength and rigidity of a fine blankingdie with the aid of finite element software, and different loads were applied to some critical parts of the die such as punch pin and blanking punch, then conducts the simulation and researches the characteristic of fine blanking die. Meshes were also analysed for the influence of final result. The results derived from paper have great significance for designing and optimizing the fine blanking die.
This paper mainly research the design of die and the strength and rigidity of critical parts in die. It starts with the design of die, and process analysis, layout, the choosing of parts refer to Die Handbook. Then the CAD drawings were drawn and modeling was completed. Finite element software will simulate the model and optimization is dependent on the result of simulation.
The result of simulation shows that inner punch edge and blanking punch thin wall will appear the biggest stress, which are 1680MPa and 1241MPa respectively; as well as the center of inner punch and blanking punch thin wall will appear the biggest strain, which are 0.273μmand0.582μm. Therefore it can use Cr12MoV whose tensile strengthexceeds 3600MPa to overcome this problem, and strain value does not exceed the permissible limits. So it just needs to make sure that mold hardnessachieve 60HRC after quenching, and material ejector setting supports thin wall in blanking punch for reducing deformation.
Keywords: fineblanking process; die design; strength and stiffness analysis; optimization
2.2 冲压件的设计与冲压工艺性
设计任务书要求的是正时皮带传动件精冲结构分析与优化。因此就需要对目标零件使用精冲工艺来进行生产制造。精密冲裁的精度等级与料厚无关[6],范围为IT7~IT9级。
对于目标零件,我们分析可知其有一个类似圆的通孔,还有一个形状不规则的盲孔,最后整个制件需要采用落料来从板料上脱离,这是多工位的冲压过程。级进模的工作原理是将零件进行分步,依次成型,而且工序也比较简单,目标明确,因此我们可以采用级进模。
2.2.1冲裁件的精度分析
(1) 冲裁件的精度
冲裁件的精度是依赖于模具精度的,一般模具的制造精度越高,冲裁件的精度也就越高[7]。冲裁件的精度有两个等级,分别是经济级精度和精密级精度。由于我的任务是设计精冲模具,因此需要选择精密级精度。其模具的工作部分制造精度为IT7级以上。
(2) 冲裁件的尺寸公差
冲裁件外形(落料)的尺寸公差查表得: 。冲孔件孔(冲通孔)的尺寸公差查表得: 。
(3) 冲裁件的切断面表面粗糙度
冲裁件剪切断面的粗糙度一般为Ra>12.5μm。冲裁件的剪切断面光亮带宽度与料厚,材料性质,模具间隙以及刃口形状都有关系。
(4) 精密冲裁件的尺寸精度
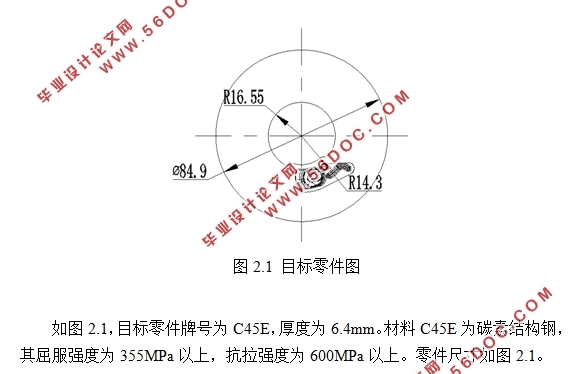
精密冲裁的剪切区内金属处于三向压应力状态,材料在剪切区内的撕裂和金属的横向流动的到了阻止[8]。由于变形机理和普通冲裁差别很大,精密冲裁的断面质量和表面精度比起普通冲裁要高的多[9]。料厚为6.4,抗拉强度σb为600MPa以上,故其精度等级为:内形IT8,外形IT8。孔间距为±0.03mm,100mm长度上的平面度误差为0.080~0.035mm。
(5) 金属冲裁件允许的毛刺高度
毛刺的精度等级分为三级。A级为精密级,适用于要求较高的冲裁件。由45钢的抗拉强度,材料厚度查表可得其毛刺高度为0.07~0.17mm。
2.2.2 冲裁件的工艺分析
冲裁件的工艺性也就是可冲裁的程度,即制件的外形、尺寸等技术要求对冲裁方案的适应程度。如果冲裁工艺性较好,就能够减少冲裁步骤,简化模具,提高效率,降低成本。
(1)对零件外形的要求
制件不能太厚,用于级进模的料厚应小于5mm,而我们的料厚为6.4mm,属于偏厚型。制件的外形不能太大,级进冲裁的外形一般在300mm以下,太大会导致没有可用的压力机可选,目标零件最大外形尺寸为85mm,符合要求。外形应对称,少废料。
(2)对冲孔件尺寸的要求
冲孔时孔的最小尺寸与孔的形状、材料的力学性能和材料的厚度等均有关系。对于抗拉强度大于700MPa的钢材,圆孔d≧1.5t,d=33.1mm>1.5×6.4=9.6mm。符合要求。

目录
第1章绪论 1
1.1目的及意义 1
1.2 国内外研究现状 1
1.3研究(设计)的基本内容、目标、拟采用的方案及措施 2
1.3.1研究的主要内容 2
1.3.2研究的目标 2
1.3.3拟采用的方案及措施 3
第2章设计模具过程 4
2.1模具设计任务书 4
2.2 冲压件的设计与冲压工艺性 4
2.2.1 冲裁件的精度、表面粗糙度和毛刺 4
2.2.2 冲裁件的工艺性 5
2.2.3合理选用冲裁间隙 5
2.2.4 冲裁凸模、凹模刃口尺寸及制造公差的确定 5
2.2.5冲裁力的计算 6
2.3排样的优化 7
2.4模具材料与合理选用 8
2.5 凸、凹模 8
2.5.1 凸、凹模的功能与要求 8
2.5.2 凸模 8
2.5.3 凸模的强度验算 9
2.5.4 凹模 10
2.6 级进模结构件及有关机构的设计 10
2.6.1 模架 10
2.6.2压力机 10
2.7 本章小结 10
第3章绘制CAD图纸以及三维建模 11
3.1 CAD图纸的绘制 11
3.1.1 内冲头 11
3.1.2 落料凸模 12
3.1.3 装配图 13
3.2 三维建模 14
3.3本章小结 15
第4章 Hypermesh模拟分析 16
4.1 Hypermesh介绍 16
4.2 Hypermesh工作原理及工作方法 16
4.3 Hypermesh模拟步骤 16
4.3.1导入三维造型文件 16
4.3.2划分网格 18
4.3.3设置材料 19
4.3.4属性设置 20
4.3.5设置约束及冲裁力 21
4.3.6检查及模拟 22
4.4 本章小结 22
第5章模具强度刚度分析及优化 23
5.1网格大小设置 23
5.2内冲头强度分析及优化 24
5.3内冲头的刚度分析及优化 26
5.4 落料凸模的强度分析及优化 28
5.5落料凸模的刚度分析及优化 ……………………………………………...29
5.6本章小结 30
第6章结论与展望 31
参考文献 32
致谢 33
|
