支架冲压模具设计与制造(含CAD零件图装配图)(任务书,开题报告,外文翻译,论文说明书11000字,CAD图13张)
摘要
模具是现代工业生产中应用广泛的优质、高效、低耗、适应性很强的生产技术或称成型工具、成型工装产品,是技术含量高、附加值高、使用广泛的新技术产品,是价值很高的社会财富。
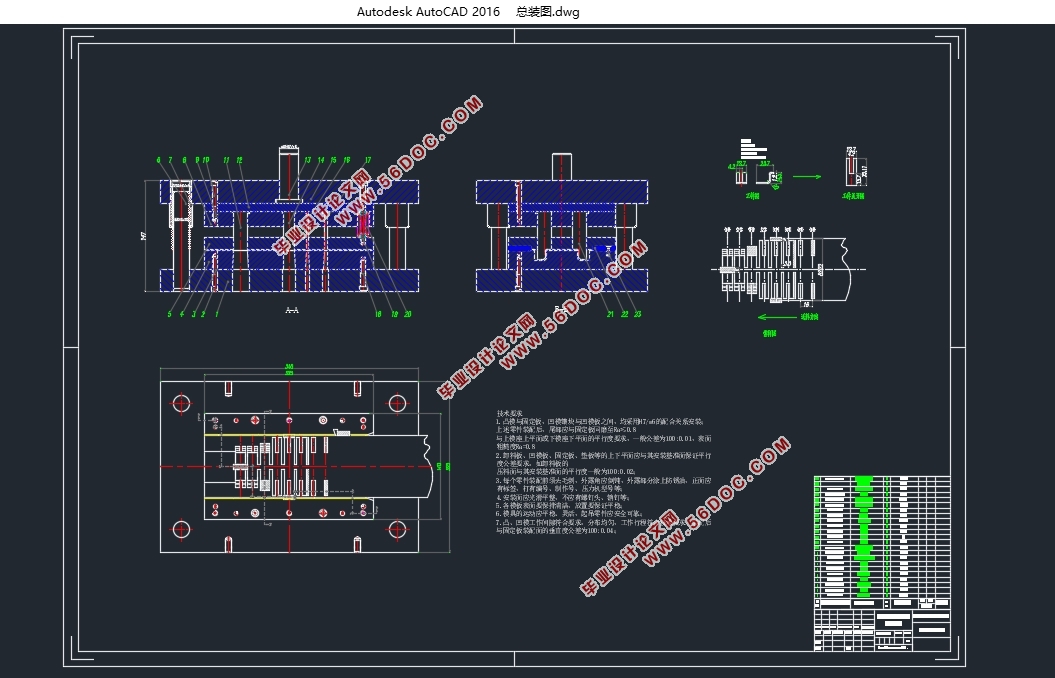
本论文的主要任务是支架冲压模具的设计与制造。因为需要大批量生产,才去的工艺方案是先冲孔再弯曲最后落料,采用级进模生产。设计的过程是:首先进行工艺方案的论证和各种参数的计算,确定模具各主要部件的结构和尺寸,最后进行相关件的强度校核,绘制总装图。
关键词:冲孔,弯曲,落料,级进模;
Abstract
mold is modern industrial production of a wide range of high-quality, high-efficiency, low consumption and strong adaptability of the production technology, or molding tools, Prototyping Tool products, high technological content and high added value, the wider use of new technology products, is the high value of social wealth.
The main task of this paper is a stamping die design and manufacture of the support. Because need to mass production, the process is 1.punching 2.bending 3.blanking adopting progressive die production. Design process is: first of all process of argumentation and various parameters calculation, determine the mold structure and size of each main part to final piece of intensity and draw the assembly diagram.
Keywords: Punching,Die Bending,Blanking,Progressive die;
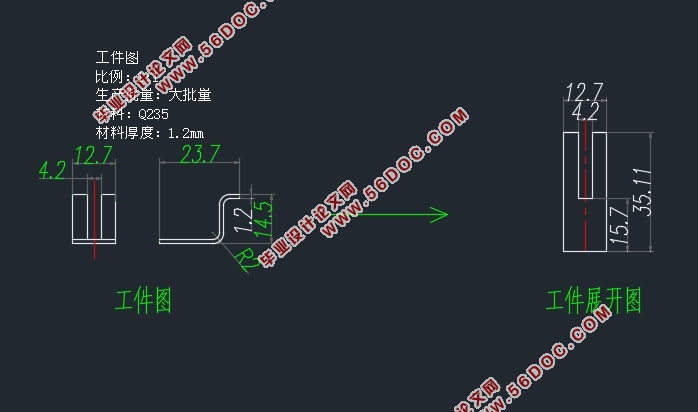
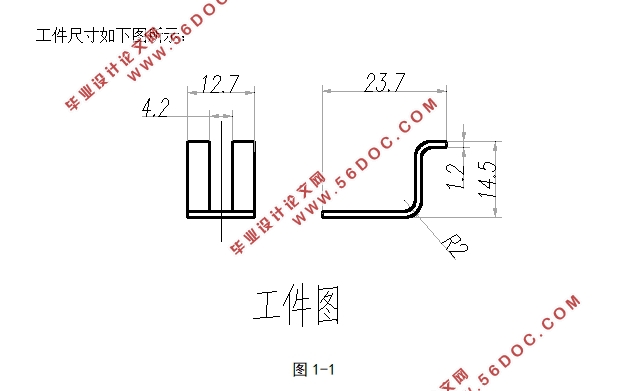
1.1 工件材料
由图1-1分析知:材料为Q235,具有良好的塑性、焊接性以及压力加工性,主要用于制作冲击件、紧固件,如垫片、垫圈等。适合冲裁加工。
1.2 工件结构形状
工件结构形状相对简单,中间有侧孔两边弯曲。孔与边缘之间的距离满足要求,料厚为1.2mm满足许用壁厚要求(孔与孔之间、孔与边缘之间的壁厚),可以冲裁加工。工件展开图结构如尺寸如下,展开图的尺寸由中性线长度测量而来。
1.3 工件尺寸精度
根据零件图上所注尺寸,工件要求不高,尺寸精度要求较低,采用IT13级精度,普通冲裁完全可以满足要求。
根据以上分析:该零件冲裁工艺性较好,综合评比适宜冲裁加工。
目录
摘要 I
Abstract: II
绪论 1
第1章 冲裁件的工艺分析 3
1.1 工件材料 3
1.2 工件结构形状 3
1.3 工件尺寸精度 4
第2章 模具结构形式的确定 5
第3章 模具总体设计 7
3.1 模具类型的选择 7
3.2 操作方式 7
3.3 卸料、出件方式 7
3.3.1 卸料方式 7
3.3.2 出件方式 8
3.4 确定送料方式 8
3.5 确定导向方式 8
第4章 模具设计计算 9
4.1 排样、计算条料宽度、确定步距、材料利用率 9
4.1.1 排样方式的选择 9
4.1.2 计算条料宽度 9
4.1.3 确定步距 11
4.1.4 计算材料利用率 12
4.2 冲压力的计算 13
4.2.1冲裁力F冲 13
4.2.2折弯力F弯 13
4.2.5卸料力F 卸 14
4.2.6顶件力F顶 15
4.2.7总冲压力F总 15
4.3 计算压力中心 15
4.4 模具刃口尺寸的计算 16
第5章 主要零部件设计 18
5.1 工作零部件的结构设计 18
5.1.1 凸模 18
5.1.2 凹模 19
5.2模柄的设计 21
5.3垫板的设计 22
5.4定位零件的设计 22
5.4.1固定挡料销的设计 22
5.4.2定位销的设计 22
5.4.3圆柱销的设计 23
5.5 卸料板的设计 24
5.6 模架以及其他零部件的选用 24
第6章 校核模具闭合高度及压力机有关参数 25
6.1 校核模具闭合高度 25
6.2 冲压设备的选定 25
第七章 主要零件制造过程 26
7.1凹模加工工艺规程 26
7.2凸模固定板加工工艺规程 27
7.3卸料板加工工艺规程 28
7.4垫板加工工艺规程 29
7.5上模座加工工艺规程 30
7.6下模座加工工艺规程 31
7.7冲孔凸模加工工艺规程 32
第8章 设计并绘制模具总装图 33
参考文献 34
附录 35
总结 36
致谢 37
|
