��������dz�ѹ����ģ�����(��CAD���ͼװ��ͼ,UG��άͼ)

1.����ע���¼,֧��������ʾ�������ɻ�ȡ������.
2.��������ҳ���ܵ�Ϊ,���غ���ˮӡ.���Ͻ���ѧϰ�ο�֮��. �� �� �� ����
��������dz�ѹ����ģ�����(��CAD���ͼװ��ͼ,UG��άͼ)(����˵����11000��,CADͼ5��,UG��άͼ) 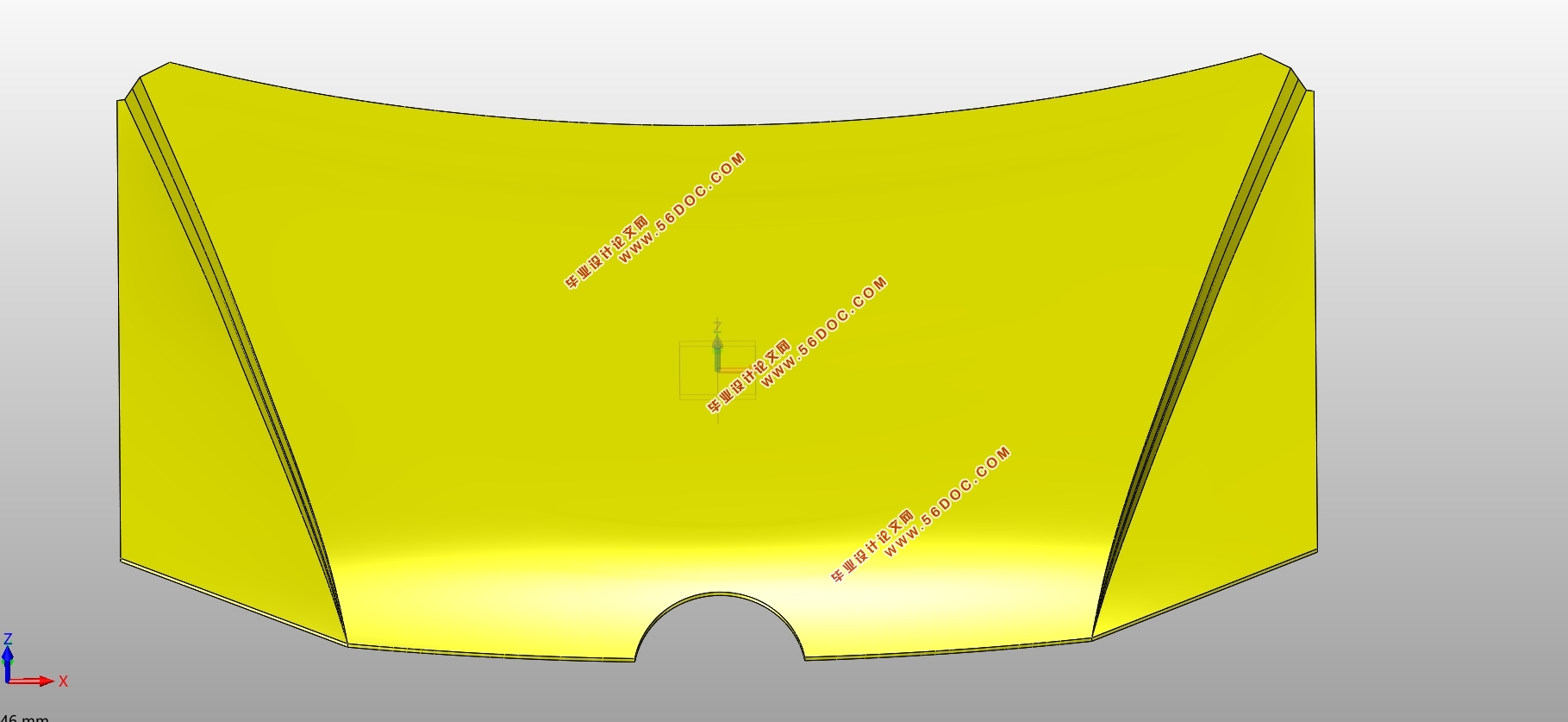 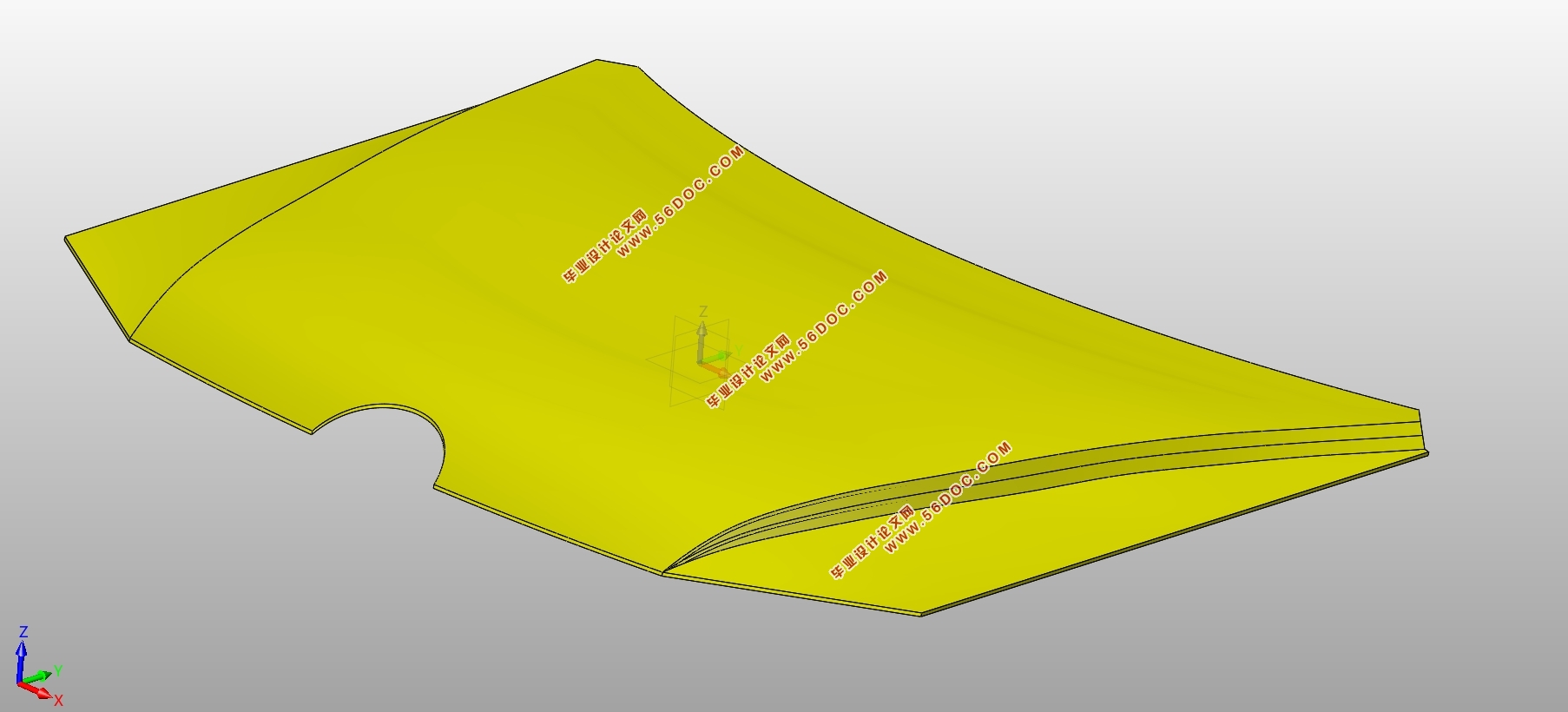 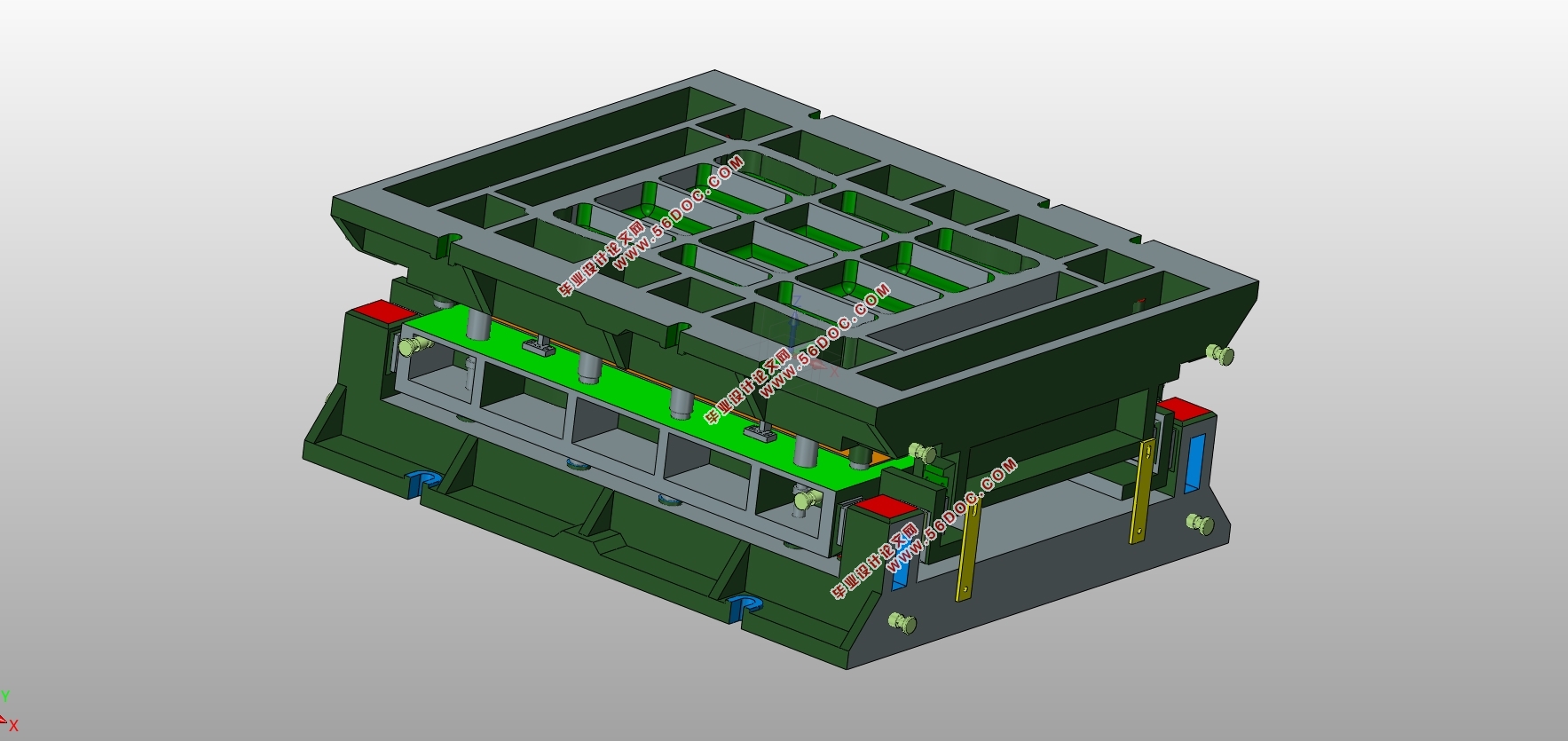 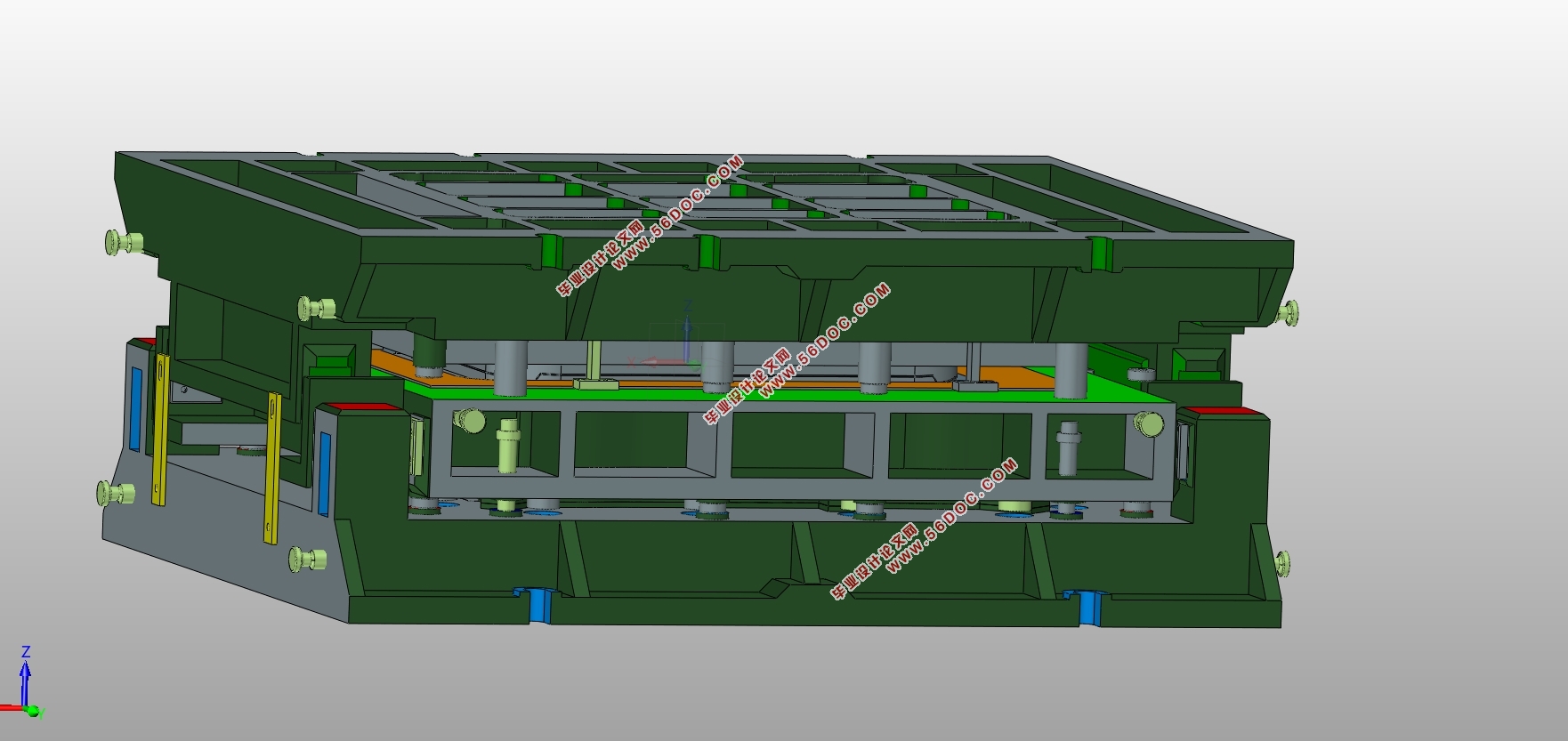 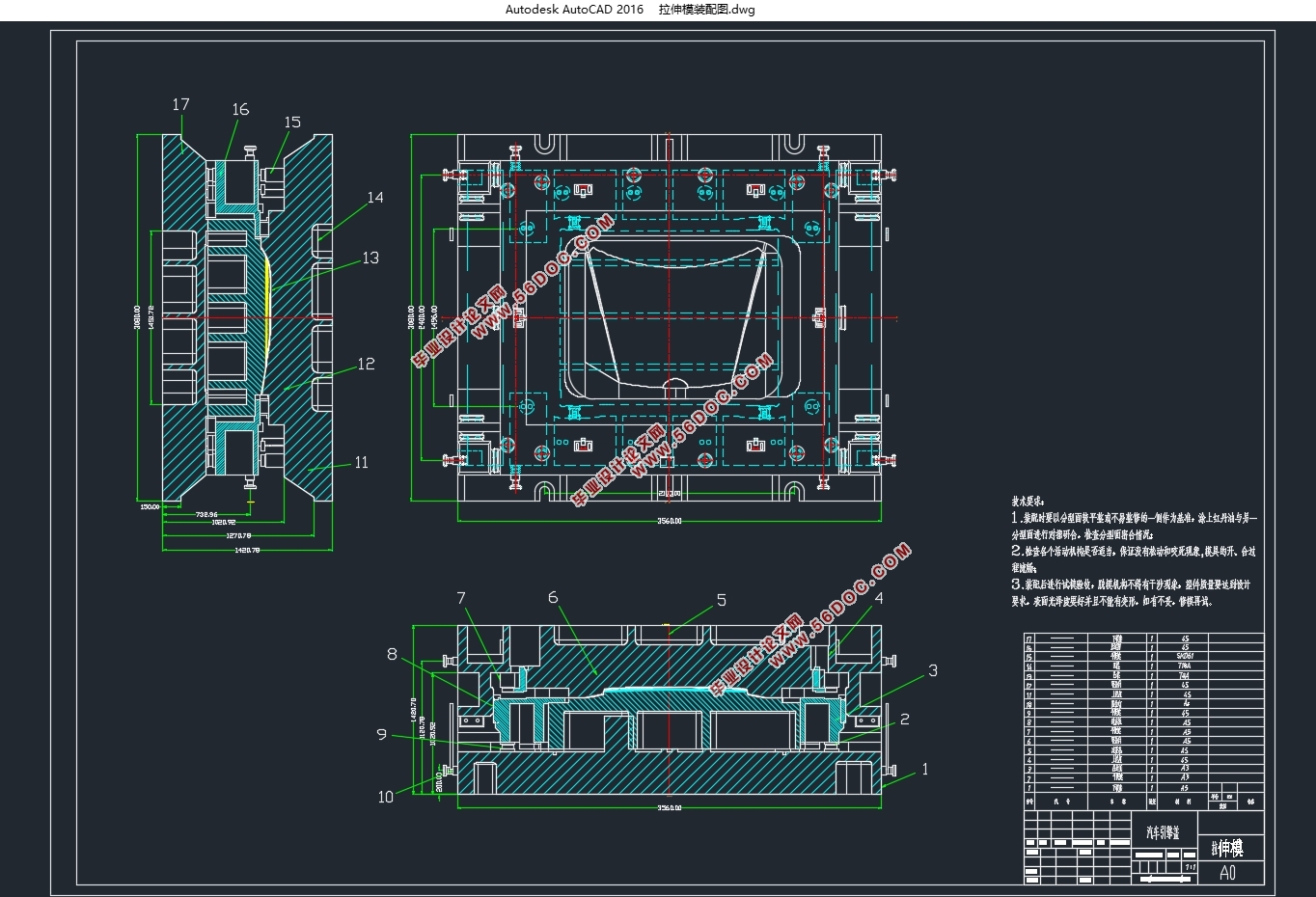 
|
��������dz�ѹ����ģ�����(��CAD���ͼװ��ͼ,UG��άͼ)(����˵����11000��,CADͼ5��,UG��άͼ)
|