РЖбРЖњЛњзЂЫмФЃОпЩшМЦ(КЌCADСуМўзАХфЭМ,STEP,UGШ§ЮЌзАХфЭМ,КЌФЃСїЗжЮі)

1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
РЖбРЖњЛњзЂЫмФЃОпЩшМЦ(КЌCADСуМўзАХфЭМ,STEP,UGШ§ЮЌзАХфЭМ,КЌФЃСїЗжЮі)(ШЮЮёЪщ,ПЊЬтБЈИц,ТлЮФЫЕУїЪщ16000зж,CADЭМжН11еХ,UGШ§ЮЌзАХфЭМ,STEP,Д№БчPPT) 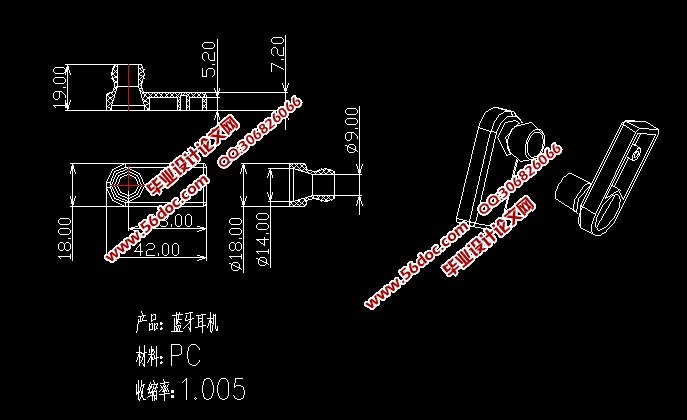 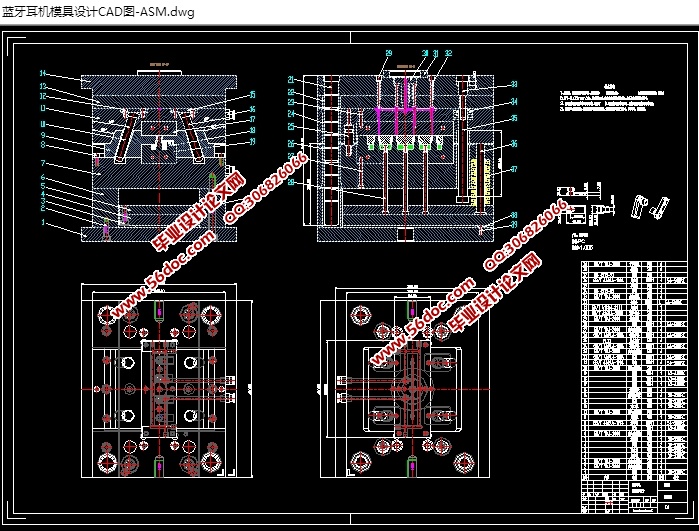 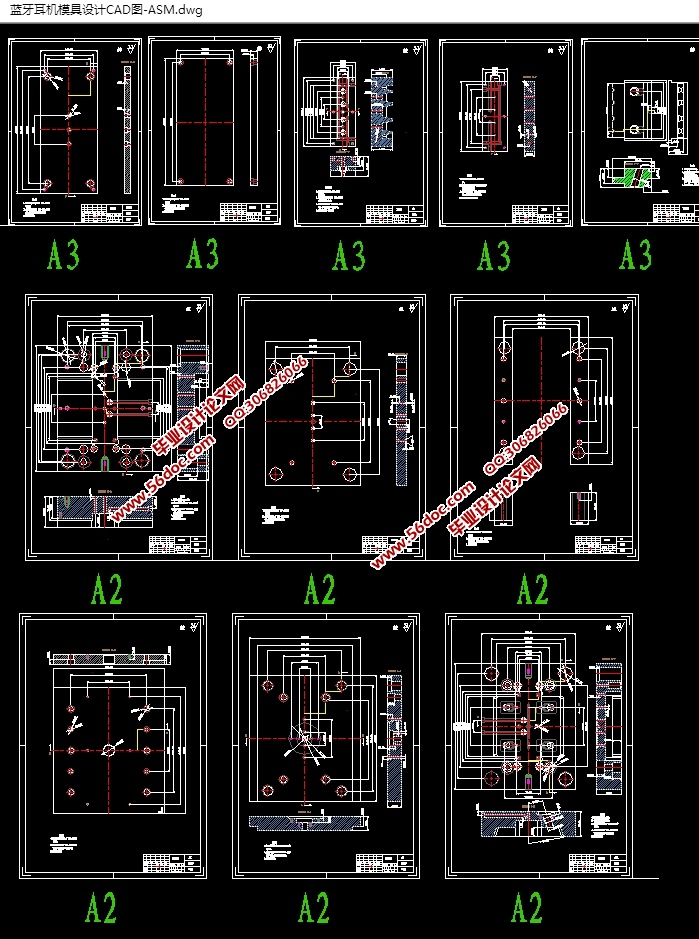 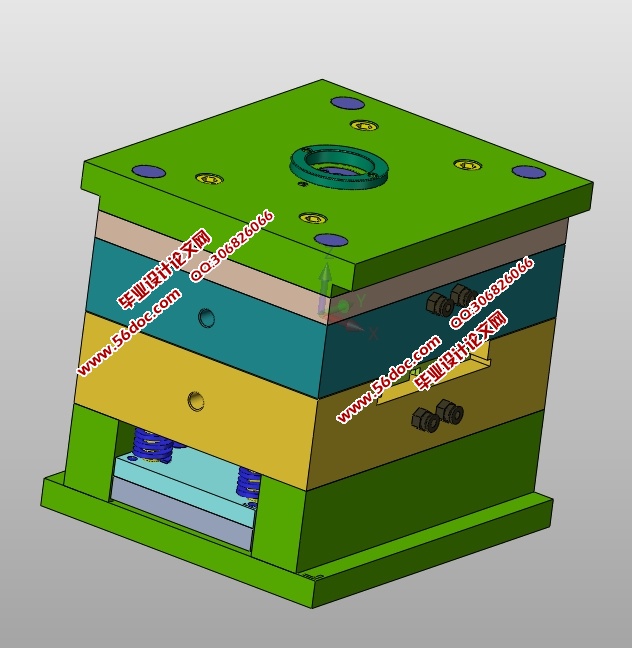  
|