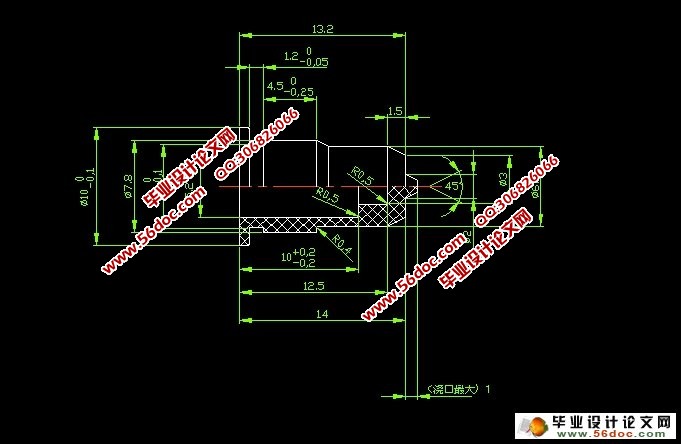
活塞-完爆器阀注塑模具设计2(含CAD零件装配图,工艺卡) 来源:wenku7.com 资料编号:WK713349 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713349 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 活塞-完爆器阀注塑模具设计2(含CAD零件装配图,工艺卡)(任务书,开题报告,中期检查表,论文说明书8000字,CAD图纸6张,工艺卡) 本次设计系统的介绍了注塑制品与注塑模具的设计原理与设计的全过程。从分析原材料(PA6GF30%)开始设计,从塑件的尺寸结构分析初步确定所选用的注塑机和模具的总体结构开始,逐步设计构成模具的各个零部件,包括是:型腔的排列、主流道的设计、主流道衬套的设计、定位环的设计、分流道的设计、抽芯斜滑块的确定、成型零部件的设计等,而且对组成模具结构的成型零件、侧向抽芯机构、型腔壁厚和底板厚度及加热和冷却系统等零部件作了详细的尺寸计算,从而得出这些组成模具结构的零部件在模具框架中准确位置。而且在设计中查阅许多和塑料模设计与制造相的关书籍,讯问很多良师益友。标准模架的选用,使模具的设计趋于简单,为模具的机构构造了骨架,这些零件的正确选用为这次设计能准确无误的完成打下基础。 该塑料制品为阀类,塑件的尺寸不大,分析塑件的材料为:该塑件制品选用PA6含GF为30%的黑色塑料成型。PA6具有高强度和良好冲击强度,优良的耐磨性,PA6很容易吸收水分,因此特别要注意成型前的干燥。模具的温度应高些,注射压力在75--125Mpa之间,注射速度为高速。PA6的凝固时间很短,所以浇口的位置非常重要。浇口的孔径也应大些。 目录 绪 论……………………………………………………………………………1 第1章 塑料制件及模具设计的依据……………………………………3 1.1 塑件的工艺性分析 …………………………………………………3 1.2 计算塑件的体积和质量 ……………………………………………4 1.3 塑件注塑工艺参数的确定 …………………………………………4 第2章 模具结构设计 ……………………………………………………5 2.1 分型面的选择 ………………………………………………………5 2.2 确定型腔的排列 ……………………………………………………5 2.3 浇注系统的设计 ……………………………………………………6 2.4 抽芯机构的设计 ……………………………………………………9 2.5 成型零件结构设计 …………………………………………………10 第3章 模具设计的有关计算……………………………………………11 3.1 型腔、型芯工作尺寸计算 …………………………………………11 3.2 型腔侧壁厚度和底板计算 …………………………………………12 第4章 模具加热与冷却系统的计算 …………………………………13 4.1 求塑件在硬化时每小时释放的热量 ………………………………13 4.2 求冷却水的体积流量 ………………………………………………13 第5章 模具闭合高度的确定 …………………………………………14 第6章 注塑机有关参数的校核 ………………………………………15 第7章 模具的工作原理 ………………………………………………16 结论. ……………………………………………………………………………17 致谢 ……………………………………………………………………………18 参考文献 …………………………………………………………………… 19 插图清单 图(1)塑件图………………………………………………………………………3 图(2)分型面的选择………………………………………………………………5 图(3)型腔的排列方式……………………………………………………………6 图(4)主流道衬套…………………………………………………………………7 图(5)定位环………………………………………………………………………8 图(6)斜滑块抽芯机构……………………………………………………………9