аЁЗНХїСЌж§ЛњРНУЛњЩшМЦ(КЌЛњМмгаЯодЊЗжЮі)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK74303 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK74303
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
еЊвЊ
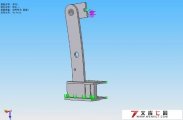
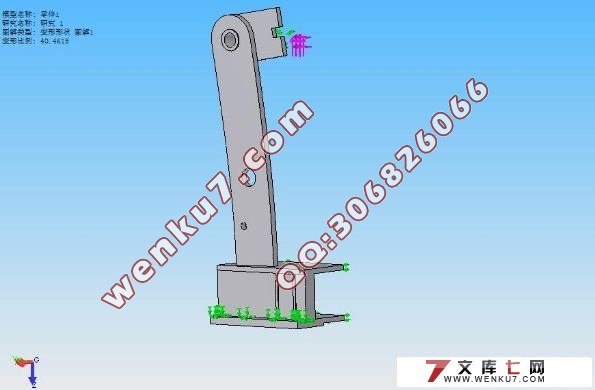
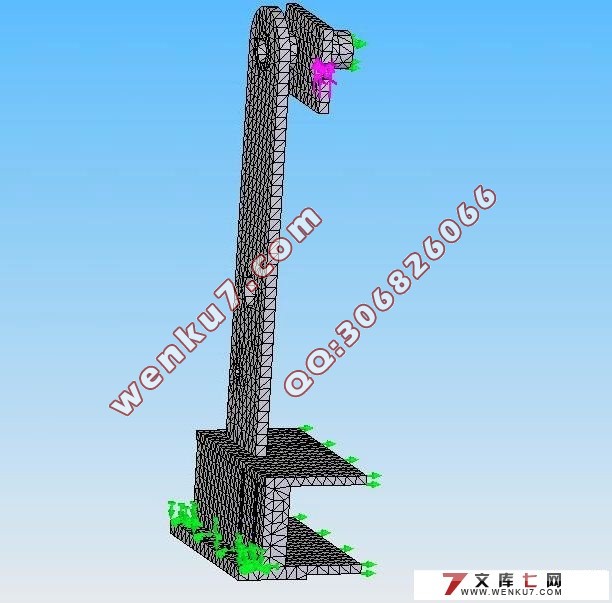
ВЩгУСЌајж§дьЗНЗЈЃЌПЩвдЪЙШЋСЌајКЭздЖЏЛЏВйзїГЩЮЊПЩФмЃЌЬсИпСЫж§ХїжЪСПЃЌМѕЩйСЫЩњВњЙЄађЃЌНЕЕЭЩњВњГЩБОЃЌЙЪдкДѓаЭЕФИжЬњЦѓвЕжаЕУЕНЙуЗКЕиЭЦЙугІгУЁЃБОЮФНщЩмСЫзюаТСЌж§ММЪѕЕФЗЂеЙЧїЪЦвдМАЮвЙњаЁЗНХїСЌж§ЩњВњММЪѕЕФЯжзДКЭЗЂеЙЧщПіЁЃБОЮФЫљбаОПЕФЖдЯѓЮЊаЁЗНХїСЌж§ЛњРНУЛњЃЌВЩгУНЅНјЪНЮхЙѕРНУЛњЁЃИљОнЦфЙЄзїЛЗОГКЭРНУЩшБИЕФСІФмВЮЪ§ЃЌЖдR6000аЁЗНХїСЌж§РНУЛњНјааНсЙЙЩшМЦЃЌВЂЖдМѕЫйЛњЙЙМгвдЩшМЦбаОПЃЌЖджївЊСуВПМўНјааЪмСІЗжЮігыЧПЖШМЦЫуЃЌеыЖддЩшБИжЦдьЁЂЮЌЛЄЗНУцЕФБЁШѕЛЗНкМгвдИФНјЁЃШЛКѓгУSolidworksЖдЛњМмНјааШ§ЮЌдьаЭЃЌРћгУCosmosWorksНјаагаЯодЊЗжЮіЃЌНЯЮЊжБЙлЕФЙлВьЕНЦфИїДІЪмгІСІЃЌВњЩњгІБфЁЂЮЛвЦЕШЧщПіЁЃ
ЙиМќДЪЃК СЌајж§дь РНУЛњ ЧПЖШМЦЫу Solidworks
ABSTRACT
Using the continuous casting method, may cause continuous operation and the automation possibly, raising the slab quality, reducing production processes, reducing production costs .So the large-scale iron and steel enterprises widely pushed up the broad application. This article describes the latest continuous casting technology and the development trend, the status and development of China's small billet continuous casting production technology . In this article , the object of study is straightener for Small Billet Caster ,a gradual straightener with 5 rollers . According to their working environment and the equipment's strength parameters, carry on holistic structure design for R6000 Small Billet Caster straightener and design for reducer, also carry on the stress analysis and the strength calculation to the main spare part, improve something for the weak links of manufacturer and maintenance for the original equipment. Then we carry on the three dimensional modeling to the rack with Solidworks, doing the finite element analysis with CosmosWorks .Then we can more direct-viewing observe its situation of each place subject to stress, strain, displacement and so on.
Keywords : straightener structural design strength calculation finite element
БОЮФНщЩмСЫЙњФкЭтаЁЗНХїСЌж§ММЪѕЕФЯжзДМАЗЂеЙЧщПіЃЌжиЕубаОПСЫаЁЗНХїСЌж§ЩшБИМАРНУЩшБИЃЌНјааНсЙЙЩшМЦЗжЮіЁЃБОЮФВЩгУСЫНЅНјЪННУжБЮхЙѕРНУЛњЁЃЖдЦфРНУЩшБИЕФСІФмВЮЪ§МЦЫуЃЌАќРЈаЁЗНХїСЌж§ЛњЕФРХїзшСІКЭзАв§ЖЇИЫЪБРНУЛњЕФзшСІЕШЁЃЖджївЊСуВПМўНјааЪмСІЗжЮігыЧПЖШМЦЫуЃЌАќРЈжсЕФаЃКЫЃЌжсГаЕФбЁдёгыаЃКЫЃЌМќЕФбЁдёгыаЃКЫЕШЁЃВЂЩшМЦСЫЖўМЖМѕЫйЦїЃЌИљОнЦфЙЄзїЛЗОГКЭСІФмВЮЪ§бЁгУTOPаЭЮЯТжЮЯИЫМѕЫйЦїЁЃгУSolidworksЖдЛњМмНјааШ§ЮЌдьаЭЃЌРћгУCosmosWorksНјаагаЯодЊЗжЮіЃЌНЯЮЊжБЙлЕФЙлВьЦфИїДІЪмгІСІЃЌВњЩњгІБфЁЂЮЛвЦЁЂБфаЮЕШЧщПіЁЃ
аЁЗНХїСЌж§ЛњРНУЩшБИНсЙЙЩшМЦ
2.1 аЁЗНХїСЌж§ЛњРНУЩшБИМАжївЊВЮЪ§ЁО1ЁПЁО2ЁПЁО4ЁП
дкИїжжСЌж§ЛњжаЖМБиаыгаРНУЛњЃЌвбБуНЋв§ЖЇИЫМАгыЦфФ§НсдквЛЦ№ЕФж§ХїСЌајРГіНсОЇЦїЃЌШЛКѓОЙ§ЖўДЮРфШДжЇГаЕМЯђзАжУЪЙж§ХїНјШыРХїЛњЁЃж§ХїГіРЙѕКѓБуПЩЭбЖЇЃЈМДНЋв§ЖЇИЫгыж§ХїЗжПЊЃЉЁЃдкЪЕМЪЕФЛЁаЮСЌж§ЛњжаЃЌРХїКЭНУжБетСНЕРЙЄађГЃЪЧдкЭЌвЛИіЛњзщРяЭъГЩЕФЃЌЙЪЭГГЦЦфРХїНУжБЛњЃЈМђГЦРНУЛњЃЉЁЃРНУЛњЪЧСЌајРГіж§ХїЁЂНУжБж§ХїгыЧаЖЯГЩХїЕФжївЊЩшБИЃЌдкЩшМЦКЭЪЙгУЩЯгІТњзуЩњВњЙЄвеЕФЯТЪіЛљБОвЊЧѓЃК
ЃЈ1ЃЉ гІОпгазуЙЛЕФРХїКЭНУжБФмСІЃЌвдЪЪгІЩњВњЩЯПЩФмГіЯжЕФзюДѓзшСІЃЌЕЋгІБИгаПЩППЕФЙ§диБЃЛЄДыЪЉЃЛ
ЃЈ2ЃЉ Ч§ЖЏЯЕЭГгІОпгаСМКУЕФЕїЫйадФмЃЌВЂФмЪЕЯжЗДзЊЃЌРХїЫйЖШвЛАугІгыНсОЇЦїЕФеёЖЏЫйЖШЪЕЯжСЌЫјЃЛ
ЃЈ3ЃЉ ЮЊСЫЪЪгІСЌајЁЂИпЮТЕФЙЄзїЬѕМўЃЌЩшБИгІгазуЙЛЕФЧПЖШКЭИеЖШЃЌВЂВЩгУгааЇЕФЗНЗЈЖдЩшБИБОЬхНјааРфШДЃЌвдЗРжЙБфаЮЃЛ
ЃЈ4ЃЉ дкНсЙЙЩЯвЊФмЪЪгІж§ХїЖЯУцдквЛЖЈЗЖЮЇФкЕФБфЛЏЃЌВЂдЪаэВЛФмНУжБЕФж§ХїЭЈЙ§ЃЌвдМАдкЖрЛњЖрСїСЌж§ЛњЩЯЖдЦфНсЙЙЕФЬиЪтвЊЧѓЃЛ
ЃЈ5ЃЉ ВЩгУЖрЙѕРНУЛњЪБЃЌПЩПМТЧЮЊЪЕаавКаФРНУКЭбЙЫѕННж§аТЙЄвеДДдьЬѕМўЁЃ
2.1.1 РНУЛњЕФаЭЪН
2.1.1.1 ЕЅЕуНУжБРНУЛњ
ЕЅЕуНУжБРНУЛњгЩ4ИіЙѕМАЛњМмзщГЩ(ШчЯТЭМ2-1)ЃЌЧАБпвЛЖдЙѕгУРДРХїКЭЫЭв§ЖЇИЫЃЌКѓСНИіЙѕЗжЯТНУжБЙѕКЭЩЯНУжБЙѕЃЌгЩРХїЙѕКЭЩЯЁЂЯТНУжБЙѕЙЙГЩШ§ЕуЃЌаЮГЩСІЕФИмИЫзїгУЃЌНУжБж§ХїЁЃРХїЙѕгыЯТНУжБЙѕЩшгаДЋЖЏзАжУЃЌЩЯНУжБЙѕЮЊздгЩЙѕЃЌгЩвКбЙИзЛђЦјИзбЙЯТЁЃ
РХїЙѕЩшдкЛЁЯпЩЯЃЌЯТНУжБЙѕВМжУдкЛЁаЮЕФЧаЕуЩЯЃЌетбљМШдкЫЭв§ЖЇИЫЪБЫГРћАбв§ЖЇИЫЫЭШыНсЙЙЦїЃЌЭЌЪБЗРжЙдкНУжБЙ§ГЬжаАбНУжБСІЭЈЙ§ж§ХїбЙдкЩШаЮЖЮЕФзюКѓвЛИіЙѕЩЯЃЌДгЖјв§Ц№МаЙѕЙ§диЃЌЫ№ЛЕМаЙѕЁЃ
ЩЯЁЂЯТРХїЙѕШчЙћВЩгУЭЌвЛДЋЖЏЛњЙЙЪБЃЌЦфжБОЖЪЧВЛЭЌЕФЁЃвђЮЊв§ЖЇИЫЛђж§ХїгавЛЖЈЕФКёЖШЃЌЫљвдЩЯЯТЙѕЕФРХїЫйЖШВЛЭЌЃЌ
етжжЕЅЕуНУжБРНУЛњвЛАугУгкдчЦкАхХїСЌж§ЛњЕФШЋФ§НУжБЩЯЃЌЯжДњДѓаЭАхХїСЌж§ЛњЕФРНУЛњЃЌУПИіДЋЖЏЙѕЗжБ№ЩшгаЕЅЖРЕФДЋЖЏзАжУЃЌИїДЋЖЏЙѕЕФЫйЖШгЩздЩшЕчЖЏЛњЕїећЃЌЕїЫйСщЛюЃЌВйзїЗНБуЁЃЃЌ
2.1.1.2 ЖрЕуНУжБРНУЛњ
ЕЅЕуНУжБж§ХїЪБЃЌСЌж§ЛњЕФЛЁаЮЯпжЛгавЛИіЧњТЪАыОЖЃЌНУжБЪБгІБфСПДѓЃЌгІБфЫйТЪДѓЁЃШчЙћгУРДНУжБДјвКаФЕФж§ХїЃЌдкМєЧагІСІЕФзїгУЯТЃЌЦфЭфЧњжаадУцгывЛАуМйЩшЕФжаадУцЕФЮЛжУВЛЭЌЃЌдіДѓСЫж§ХїВњЩњФкСбЕФЮЃЯеадЁЃВЩгУЖрЕуНУжБЃЌАбМЏжаЕНвЛЕуЕФгІБфСПЗжЩЂЕНМИИіЕуж№НЅЭъГЩЃЌДгЖјМѕЧсКЭЯћГ§ж§ХїВњЩњФкСбЕФЮЃЯеадЁЃ
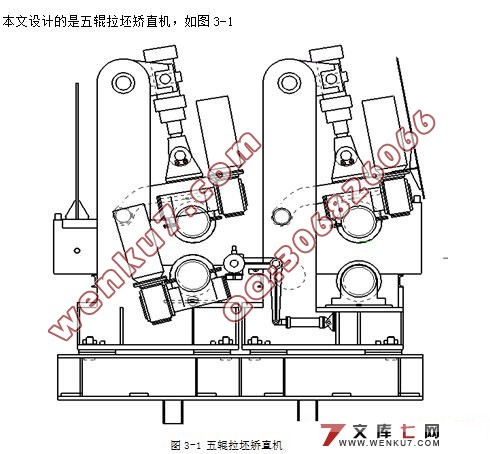
ЖрЕуНУжБРНУЛњВМжУдкЛЁаЮЖЮФк(ШчЯТЭМ2-2ЫљЪО)ЁЃЭМжаЕк3ЩШаЮЖЮКЭЕк4ЩШаЮЖЮЕФ28КХЙѕЁЂ30КХЙѕЁЂ33КХЙѕКЭ35КХЙѕЮЊНУжБЙѕЃЌЫќУЧЕФЧњТЪАыОЖЗжБ№ЮЊ5700ramЁЂ7200mm,11000mmКЭЮоЯоДѓЁЃ
КЯРэМЦЫуИїНУжБЕуЕФЧњТЪАыОЖКЭАВХХИїНУжБЕуЕФЮЛжУЃЌАбНУжБЕФзмгІБфСПКЯРэЗжХфЕНИїНУжБЕуЃЌЪЧЩшМЦЖрЕуРНУЛњЕФЙиМќЃЌМШНУжБж§ХїЃЌгжБЃжЄж§ХїВЛВњЩњФкСбЮЦЁЃ
ЖрЕуРНУЛњЕФНУжБЙѕЗжХфдкИїЩШаЮЖЮЃЌЮЛгкЛљБОАыОЖЛЁФкЕФЩШаЮЖЮЃЌИїЙѕзгЕФЛЁаЮАыОЖЪЧЯрЕШЕФЃЌЖјдкРНУЧјФкЩШаЮЖЮЕФНУжБЙѕЕФЛЁаЮАыОЖЪЧВЛЯрЭЌЕФЃЌдкНсЙЙЩЯЖўепЪЧЭъШЋвЛбљЕФЁЃ

ФПТМ 18000зж
1. аїТл 1
1.1 СЌж§ЕФгХЕу 1
1.2 ЙњЭтСЌж§ЕФЗЂеЙЧщПі 1
1.3 ЮвЙњаЁЗНХїСЌж§ЩњВњММЪѕЯжзДМАЗЂеЙ 2
1.4 зюаТСЌж§ММЪѕЕФЗЂеЙ 3
1.5 аЁЗНХїСЌж§ЛњЩњВњЙЄвегыжївЊЩшБИИХЪі 6
2. аЁЗНХїСЌж§ЛњРНУЩшБИНсЙЙЩшМЦ 8
2.1 аЁЗНХїСЌж§ЛњРНУЩшБИМАжївЊВЮЪ§ 8
2.2 дЩшБИжЦдьЁЂЮЌЛЄЗНУцЕФБЁШѕЛЗНкМАИФНјДыЪЉ 14
3.аЁЗНХїСЌж§ЛњРХїЩшБИЕФСІФмВЮЪ§МЦЫу 15
3.1 аЁЗНХїСЌж§ЛњЕФРХїзшСІ 15
3.2 зАв§ЖЇИЫЪБРНУЛњЕФзшСІМАЙІТЪ 20
3.3 ЕчЖЏЛњРраЭЕФбЁдёгыбщЫу 21
4. ЖўМЖМѕЫйЦїЩшМЦ 21
4.1ЗжХфДЋЖЏБШ 21
4.2ЖўМЖМѕЫйЦїЮЯТжЮЯИЫМѕЫйЦїЕФЩшМЦМЦЫу 22
4.3 МѕЫйЦїЕФЮЌЛЄгыШѓЛЌ 26
5.жївЊСуВПМўЕФЪмСІЗжЮігыЧПЖШМЦЫу 27
5.1 ЮЯИЫжсЕФЩшМЦаЃКЫ 27
5.2 Ч§ЖЏЙѕЕФЩшМЦаЃКЫ 36
5.3 ЮЯИЫжсГаЕФбЁдёМАаЃКЫ 43
5.4 МќЕФбЁдёМАаЃКЫ 47
6.Ш§ЮЌдьаЭКЭгаЯодЊЗжЮі 48
6.1 гаЯодЊЗНЗЈМђНщ 48
6.2 ЛњМмгаЯодЊЗжЮі 48
змНс 54
жТ аЛ 55
ВЮПМЮФЯз 56
|