MMW7660卧式双端面磨床改进设计(含任务书,开题报告,外文翻译,毕业论文19000字,进度检查表,CAD图纸3张)
摘 要
双端面磨床是一种在现代工业中应用非常广泛的高效加工设备,它是平面磨削加工机床的一个重要分支。双端面磨床的工件两端面同时被连续磨削,加工时间与工件上下料等辅助时间重合,磨削效率高、自动化程度高、不用吸盘夹持和加工精度高,机床自动化程度高,一般一小时能加工出数以千计的工件。
磨削加工是作为刨削或铣削的后续工序,为了获得较高的精度和表面光洁度而发展起来的。可是最近发展了不经切削仅磨削就可直接从毛培磨削成品的粗磨和精磨一次完成的方法。
本磨床在布置上有对称的两个磨头,它在一次行程中能加工出两个具有精度高和表面粗糙度低的平行端面。拖板进给机构,并采用定程系统,进给补偿和修整均采用机动,一般能自动卸料,实行全自动,较方便,纳入自动线成本较低,将滑动导轨改进为滚动导轨,采用伺服电机并对丝杆螺母部分进行改进使该机床从精度,效率自动化程度都大大提高。
关键词:磨床;滚动导轨;丝杆螺母
Abstract
Double end grinding machine is a kind of application processing and high efficiency equipment very widely in modern industry, it is an important branch of plane grinding machine. The two end surfaces of double end face grinder is also continuous grinding, processing time and the workpiece material and other auxiliary time, coincidence, high grinding efficiency, high degree of automation, not chuck clamping and machining accuracy of machine tool of high, high degree of automation, generally an hour can process workpieces of thousands.
Grinding is used as the follow-up process planing or milling, in order to obtain a higher accuracy and surface finish and developed. But recently developed without cutting only grinding can be rough grinding and grinding method of hair products and fine grinding once completed directly from.
Two head of the grinder is symmetrical in layout, it can process two with parallel surface of high precision and low surface roughness on a trip. The feed mechanism, and the use of fixed distance system, feed compensation and dressing by motor, generally can automatically unload, carry out automatic, more convenient, into the automatic line of low cost, will slide guide improvement for the rolling guide, servo motor and improving the machine from the precision of the screw nut, efficiency the degree of automation is improved greatly.
Key Words: grinder; rolling guide; screw nut
2.3 设计方案
2.3.1 双端面磨床的动作要求
1.砂轮启动,分别两个启动按钮,一个停止按钮,速度由变频控制。
2. 油泵启动停止。
3. 砂轮修正正向,双向油泵实现,上位,下位也可调,也可停在中间位,共三个位置 及开关。
4. 罩盖抬起双向油缸的实现,罩壳由上位,下位,单向油缸,锁紧,松紧。(锁紧由弹簧实现)
5. 砂轮修正,在没有压力油时能自动停在高位。
6. 砂轮电机 15kw ×2只 苏频变速范围400~1200r/min;砂轮外径线速度≤35m/s,多楔带1:1.5变速。电机须平衡,调速按钮安置在面板上,电机电流指示。
7. 送料盘由Z2-12、1500rpm、220v、0.6kw 电机带动。Æ700~800料盘 工件分布中心为Æ600,转速为0.5~4转。两队蜗杆,蜗杆传动减速,最后一对用1:1齿轮传动,(便于更换)在贯通时,料盘工件中心为Æ400.最后小于1:1布轮改为1:1半皮带传动,由压紧轮保持皮带拉力,贯通送料有行程开关保险,可停电机。
8.上料机构,料盘上料由气缸把工件顶入料盘,下料由弹簧成气缸顶出。贯通时上料时,由料盘该为拨盘,当前后出现堵塞时,拨盘打滑,零件顶出,压动开关停电机,使动半皮带,拖动过大压力就打滑。
2.3.2 主要技术参数
1. 砂轮尺寸 600×63×20mm
2. 砂轮转速 950r/min
3. 磨头进给刻度值 0.002mm
4. 两端头移动最大行程 160mm
5. 金刚钻摆件线速度 8~20工件行程/分
6. 送料盘转速 0.5~4r/min
7. 齿轮 12/分
8. 油路调整压力 1.0~1.4Mpa
9. 磨头电动机 15kw,1500r/min
10. 送料电动机 0.55kw
11. 液压泵电动机 4kw
12. 冷却泵电动机 1.1kw
13. 磨削工件尺寸 长度 10~60mm 直径 Æ10~80mm
14. 磨头自动进给量 0.002~0.01mm
15. 磨头修正进给量 0.001~0.01mm
16. 机床外形尺寸 3400×1910×1720mm
17. 机床重量 6000kg
目 录
摘 要 III
Abstract IV
目 录 V
1 绪论 1
1.1 磨床的现状及其发展趋势 1
1.2 磨床的类型及用途 1
1.2.1 磨床的类型 1
1.2.2 磨床的特点及用途 2
1.3 数控磨床 3
1.3.1 数控磨床的结构特点 3
1.3.2 数控磨床的分类及特色 4
2 总设计方案 5
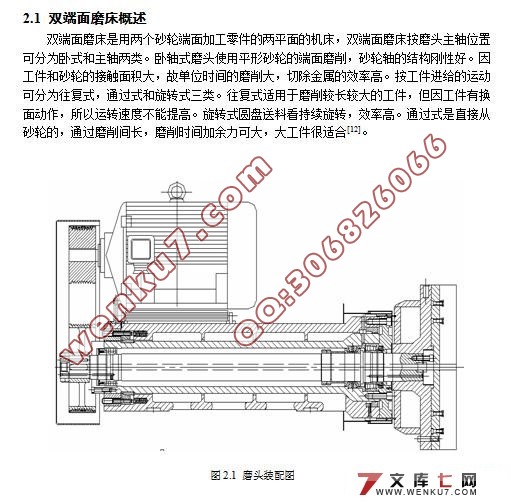
2.1 双端面磨床概述 5
2.2 主要用途及特征 5
2.3 设计方案 6
2.3.1 双端面磨床的动作要求 6
2.3.2 主要技术参数 6
2.3.4 机床传动系统 7
2.3.5 操作面板压钮 8
2.3.6 联锁 8
2.3.7 双端面磨床的的运动动作 9
3 机构各部件特点 11
3.1 磨架的设计 11
3.2 轴承的选择 12
3.3 导轨的选择 15
3.4 进给机构及补偿机构简介 16
3.5 砂轮修正器 17
3.6 防护罩简介 17
3.6.1 防护罩的作用及分类 17
3.6.2 防护罩的抬起 18
3.7 送料机构 18
3.8 床身 18
4 多楔带的选择及其计算 19
4.1 带传动的简述 19
4.2 多楔带的优点 19
4.3 多楔带的结构特点 20
4.4 多楔带的型别及断面尺寸 20
4.5 多楔带的计算 20
5 主轴的校核 22
5.1 主轴的要求 23
5.2 主轴的计算 23
6 液压系统 24
6.1 液压元件及功用 24
6.2 液压系统完成的动作 24
6.2.1 左右磨头的工作进给 24
6.2.3 砂轮的自动修整 24
6.3 液压设备的使用与调整 25
7 双端面磨床操作规程 26
7.1 仪器安装 26
7.2 使用方法操作步骤 26
7.3 注意事项 27
8 结论与展望 29
8.1 结论 29
8.2 不足之处及未来展望 29
致 谢 30
参考文献 31
|