板材送进夹钳装置的设计(任务书,设计说明书20000字,外文翻译,CAD图纸6张)
摘 要
随着科技的进步,在工业领域所应用的自动化程度越来越高。作为机械行业,肩负着国家制造业的兴衰,也是衡量一个国家综合国力的主要标志。目前,在机械加工生产线上多数采用的是电、气、液相结合的一体化模式。板材送进夹钳是生产线上的重要环节,是连接主机和工作机的桥梁。因此,成功设计该装置具有十分重要的意义,它可以降低劳动成本,提高工作效率,给公司带来丰厚的效益。本论文主要介绍了STPK120的设计过程:包括工作原理,结构的组成与分析,典型零件的设计以及加工工艺过程,板材翘曲度的控制。
关键字: 夹钳装置 工作原理 结构分析 加工工艺 翘曲度
Abstract
With the advancement of technology in the field of industrial automation applications increasingly high. As a mechanical industries, manufacturing or shoulders countries, but also to measure a nation's comprehensive strength of the main signs. Currently, mechanical processing production line is the most used electricity, gas, liquid phase is the integration of models. Plate into the production line is an important link tongs, and the bridge connecting the mainframe. Therefore, the successful design of the device is of great significance, it can reduce labour costs, improve work efficiency, and bring huge benefits to companies. The major papers presented STPK120 design process : including theory, the structure and composition analysis, the typical components and machining process design, plate bending degrees of control.
Key words: Tongs device Operating principles Structural analysis Manufacturing process Bending degrees
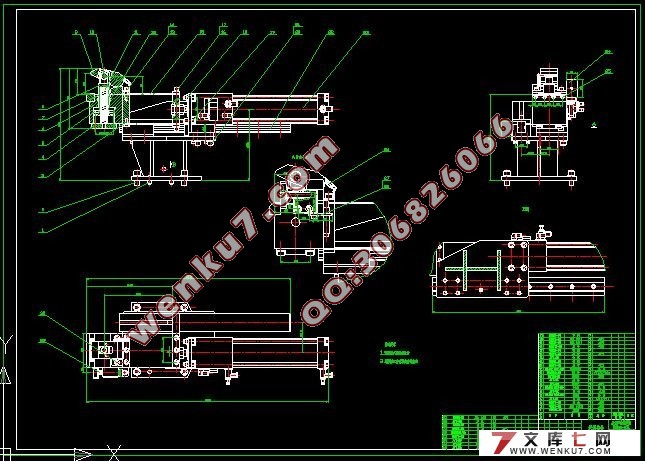
STPK120夹钳装置的工作原理
夹钳的作用是夹住工件的侧面,工件放在辊子上,夹钳夹住工件,拖动工件前行,送到主机进行冲孔加工。一般情况下,采用多个夹钳共同夹住板材,夹钳口伸入到板侧面20—30mm,即可夹住。众多夹钳并排放在平板上,平板下有滑轨,由电机驱动齿轮、齿条,即可驱动平板在滑轨上运行。夹钳夹紧力靠油缸夹紧,油缸为单作用油缸,即复位采用油缸弹簧。夹钳伸缩采用SMC公司的锁紧缸,此缸在行程上可在任意位置停止锁紧活塞,使夹钳不窜动。
该装置的动作过程为:当工件位置放好后,夹钳头在汽缸的推动下伸出;当工件进入夹钳口时,板材侧面接触到感应块时,感应块后退,接近开关得到信号;控制系统收到接近开关的信号,油缸进油,上钳口下压,压住板材,同时汽缸活塞锁紧不动;夹紧后,夹钳带着工件在齿轮、齿条驱动下前行,送往主机。然后当主机对板材冲孔加工后,控制系统得到命令后,油缸卸压,在油缸弹簧的作用下活塞杆上升,夹头在复位弹簧的作用下回到初始位置。同时锁紧气缸拉动油缸回到原位置,至此整个动作结束。
设计的有关技术参数
钢板:厚4—10mm,长3—12mm,宽300—500mm;
钢板翘曲最大30mm;
气缸为锁紧气缸即在行程内任意位置停止不动;
气缸行程200mm,缸径63mm,锁紧力4000N。
夹钳装置的布置是:板材的两侧面分别布置5个该夹钳装置,并且每个夹钳装置之间的距离是1000mm。
目 录
摘要 …………………………………………………………………………… Ⅰ
Abstract ……………………………………………………………………… Ⅱ
第 1 章 绪 论…………………………………………………………………1
第 2 章 夹钳装置的概述…………………………………………………… 4
2.1 STPK120夹钳装置的简介…………………………………………… 4
2.2 STPK120夹钳装置的工作原理……………………………………… 4
2.3 STPK120夹钳装置的结构组成及其各部分的功用………………… 5
2.3.1 传感器………………………………………………………… 5
2.3.2 油缸…………………………………………………………… 8
2.3.3 锁紧缸………………………………………………………… 8
2.3.4 支座…………………………………………………………… 9
2.3.5 气缸支架……………………………………………………… 9
2.4 夹钳装置的技术特点………………………………………………… 9
2.5 设计的有关技术参数………………………………………………… 9
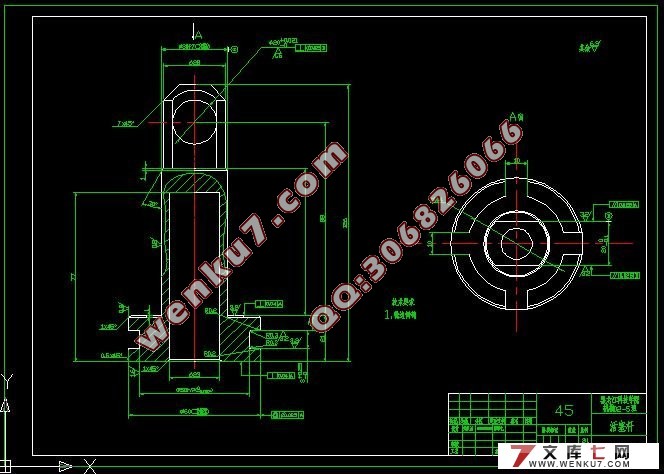
第 3 章 缸筒的工艺规程设计………………………………………………10
3.1 缸筒的功用……………………………………………………………10
3.2 缸筒的工艺分析………………………………………………………10
3.3 工艺规程设计…………………………………………………………11
3.3.1 确定毛坯的制造形式…………………………………………11
3.3.2 基面的选择……………………………………………………11
3.3.3 制定就加工工艺………………………………………………11
第 4 章 板材的受力分析……………………………………………………12
4.1 液压油的选择…………………………………………………………12
4.2 夹钳力的计算…………………………………………………………13
4.3 板材受力分析…………………………………………………………13
第 5 章 项目的技术经济分析………………………………………………15
5.1 2006年的经济预测………………………………………………… 15
5.1.1 国家宏观调控政策有利于板材送进夹钳装置行业发展……15
5.1.2 主机任务饱满,对板材送进夹钳装置行业的发展有利……15
5.2 可能影响经济运行质量的问题………………………………………15
5.2.1 燃料、动力、原辅材料价格的上涨,影响企业的效益……15
5.2.2 积极引导企业吸引外资………………………………………15
5.3 绿色设计………………………………………………………………16
5.3.1 绿色设计产生的背景…………………………………………16
5.3.2 绿色产品的定义和特点………………………………………16
5.3.3 绿色设计的主要内容和设计原则……………………………17
第 6 章 超精密加工的发展方向与展望………………………………… 19
6.1 跟踪世界先进科技的发展,大量掌握和利用信息…………………19
6.2 整合、重组思想的运用………………………………………………20
6.3 创新是推动超精密加工技术发展的动力……………………………21
6.4 注意动向,为发展铺平道路…………………………………………22
6.5 微机械的制造技术……………………………………………………22
6.6 硬脆材料采用延性方式加工…………………………………………23
6.7 超精密计量技术的发展………………………………………………23
6.8 结束语…………………………………………………………………24
结论………………………………………………………………………………25
致谢………………………………………………………………………………26
参考文献…………………………………………………………………………27
附录1英文原文…………………………………………………………………28
附录2外文翻译…………………………………………………………………42
|
