ПьЫйГЩаЭЛњЕФЩшМЦ
РДдДЃКwenku7.com зЪСЯБрКХЃКWK73888 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK73888
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ПьЫйГЩаЭЛњЕФЩшМЦ(ЩшМЦЫЕУїЪщ20000зж,CADЭМжН8еХ)
еЊ вЊ
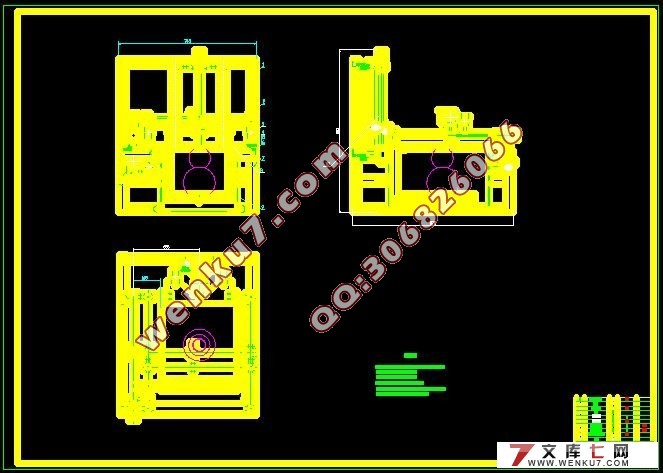
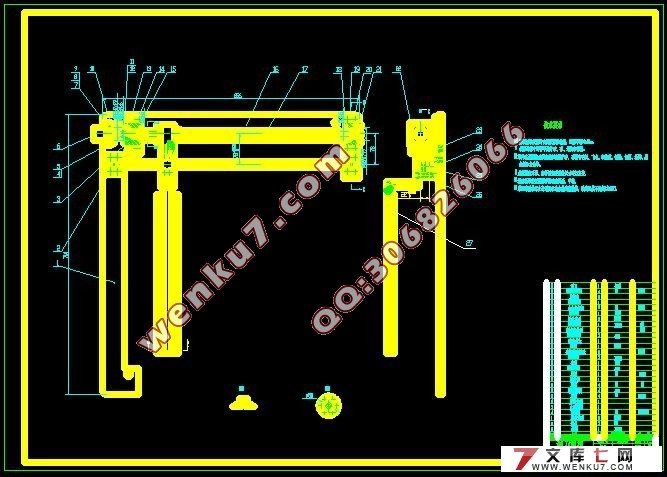
зд20 ЪРМЭ 80 ФъДњжаЦквдРДЃЌПьЫйГЩаЭММЪѕЕФЗЂеЙгыгІгУдНРДдНЙу ЗККЭЩюШыЃЌЙтЙЬЛЏГЩаЭЛњЕФашЧѓвВдНРДдНДѓЁЃгЩДЫЃЌБОТлЮФеыЖд cps250 аЭМЄЙт ПьЫйГЩаЭЛњЕФЛњаЕНсЙЙНјааСЫЩшМЦЃЌАќРЈЃК1ЁЂX-Y ЩЈУшЛњЙЙЃЛ2ЁЂZ жсЩ§НЕЛњЙЙЃЛ 3ЁЂЙЮЕЖЛњЙЙЃЌВЂЧвЖдЦфжаЕФВПЗжНсЙЙНјааСЫИФНјЁЃX-Y ЗНЯђЕФЦНУцЩЈУшдЫЖЏКЭ ЙЮЕЖЕФЫЎЦНдЫЖЏгЩдРДЕФОЋУмЭЌВНДјДЋЖЏИФГЩОЋУмЙіжщЫПИмДЋЖЏЃЌЪЙЦфдкааГЬ НЯГЄЪБВЛГіЯжЖЖЖЏЃЌгаРћгкБЃжЄЩЈУшОЋЖШЃЌдЫЖЏЮШЖЈЁЃВЩгУжБЯпВННјЕчЛњжБНг СЌНгЙіжщЫПИмЃЌЯьгІИќМгПьЫйзМШЗЃЌЭЌЪБвђЮожаМфВПМўЃЌЪЙЛњаЕНсЙЙМђЕЅЛЏЃЌ ОЋЖШНЯИпЁЃ
ЭЈЙ§ЖдСЂЬхМЄЙтПьЫйГЩаЭЛњЛњаЕНсЙЙЕФЩшМЦЃЌЪЙЕУЦфдЫЖЏКЭДЋЖЏИќМгКЯРэ КЭЦНЮШЃЌНјЖјЪЙЦфдкЩњВњЙ§ГЬжаФмЙЛИќКУЕФНјааЩњВњЁЃ
ЙиМќДЪЃКПьЫйГЩаЭЛњЃЛЩЈУшЛњЙЙЃЛПьЫйГЩаЭЃЛДЋЖЏЃЛНсЙЙЩшМЦ
ABSTRACT
This article specifically for three-dimensional modeling of light-cured structural design of mechanical systems. X-Y scanning normally used to screw drive. Through the motor rotation, with another even reached the screw shaft, through to the X and Y to the two motors of rotation to achieve XY to scan; Z to the table, also by the screw and a rail. Z to the table by the extension units, columns, screw composition, its transmission is through the same motor rotation axis is to pass even reached the screw by screw to achieve the rotation of the table move up or down.
Through the three-dimensional modeling of light-cured in the design and mechanical systems, making their campaigns and drive more reasonable and stable, then in the production process so that it can better carry out production.
Key word: SLAЃЛScanning agenciesЃЛRapid PrototypingЃЛTransmissionЃЛStructure design
1.6 БОДЮЩшМЦЕФжївЊЙЄзї
1.6.1 жївЊЩшМЦЙЄзї
1ЁЂЙЬЛЏгУМЄЙтЩЈУшзАжУЩшМЦЃЛ
2ЁЂНўгкЪїжЌвКЬхжаЕФЩ§НЕЭаХЬЩшМЦЃЛ
3ЁЂЙЮЕЖЛњЙЙЩшМЦЃЛ
4ЁЂећЛњзмзАХфЭМЩшМЦЃЛ
5ЁЂВПЗжгВМўПижЦЕчТЗЕФЩшМЦЁЃ
1.6.2 ЩшМЦВЮЪ§
1ЁЂГЩаЭПеМфЃК400*400*300mm
2ЁЂМЄЙтЭЗзюДѓдЫааЫйЖШЃК80mm/s;
3ЁЂМЄЙтЭЗЖЈЮЛОЋЖШЃК0.005mm
4ЁЂЩЯЭЯАхЁЂМЄЙтОлНЙЯЕЭГвдМАжБЯпЕМЙьжсЕШЕФзмжиСПЃКдМ10kg
5ЁЂзюДѓГЩаЭМўжиСПЃКдМЮЊ10kg
6ЁЂЙЬЛЏЩюЖШ/ЭаХЬЕФВуМфЯТНЕОрРыЃК0.1mm
7ЁЂZЯђЖЈЮЛОЋЖШЃК0.01mm
1.6.3 ЩшМЦЫМТЗМАжївЊЮЪЬт
ВЩгУЗжПщЩшМЦЕФЫМТЗЃЌЛњаЕНсЙЙжївЊЗжX——YЩЈУшЯЕЭГЃЌ ZЗНЯђЙЄзїЬЈЩ§НЕЯЕЭГЃЌЙЮЕЖЛњЙЙЕШШ§ВПЗжЁЃ
1ЁЂX-YЩЈУшЯЕЭГЕФЛњаЕНсЙЙ
ГЩаЭЛњЕФЩЈУшЯЕЭГВЩгУИпОЋЖШЕФX-Y ЖЏЙЄзїЬЈЃЌЫќДјЖЏЙтЯЫКЭОлНЙОЕЭъГЩСуМўЕФЖўЮЌЩЈУшГЩаЭЁЃЦфНсЙЙЮЊВННјЕчЛњДјЖЏЙіжщЫПИмЧ§ЖЏЩЈУшЭЗзїX-YЦНУцдЫЖЏЃЌЩЈУшЗЖЮЇЮЊ400x400mnЃЌжиИДЖЈЮЛОЋЖШ0. 005mnЁЃЮЊМѕЧсжЪСПЃЌЬсИпЯьгІЫйЖШЃЌбЁгУТСВФНјааЩшМЦЃЌВЂбЁШЁДѓХЄОиЪфГіЕФИпЦЕЯьгІЕчЛњЁЃ
ЩЈУшЯЕЭГНсЙЙгЩМЦЫуЛњЁЂX-YЩЈУшЭЗЁЂОлНЙОЕЭЗЁЂжБЯпдВжљЙіЖЏЕМЙьЁЂЙіжщЫПИмЁЂВННјЕчЛњЕШзщГЩЁЃгЩгкЛьКЯЪНВННјЕчЛњОпгаЬхЛ§аЁЁЂСІОиДѓЁЂЕЭЦЕЬиадКУЁЂдЫаадывєаЁЁЂЪЇЕчздЫјЕШгХЕуЃЌX, YЗНЯђЖМВЩгУСЫетжжЕчЛњЁЃЮЊМѕЩйXЗНЯђИКдиЕФжЪСПЃЌСЌНгАхМАЕчЛњзљВЩгУТСВФЁЃ


ФП ТМ
еЊ вЊ I
ABSTRACT II
Ек1еТ аї Тл 1
1.1ПьЫйдаЭММЪѕМђНщ 1
1.1.1 RPM ЕФЛљБОЙЙЫМ 1
1.1.2 МИжжЕфаЭЕФПьЫйГЩаЭММЪѕ 2
1.1.3ИїжжГЩаЭЗНЗЈМђНщМАЖдБШ 3
1.2ПьЫйГЩаЭОЋЖШИХЪі 3
1.3ПьЫйГЩаЭЛњSLAММЪѕдРэ 5
1.4 ПьЫйГЩаЭЛњSLAЙњФкЭтЯжгаММЪѕЫЎЦН 6
1.5ПьЫйГЩаЭЛњSLAгІгУСьгђ 6
1.6 БОДЮЩшМЦЕФжївЊЙЄзї 7
1.6.1 жївЊЩшМЦЙЄзї 7
1.6.2 ЩшМЦВЮЪ§ 7
1.6.3 ЩшМЦЫМТЗМАжївЊЮЪЬт 7
Ек2еТ XYЗНЯђЩшМЦМЦЫу 9
2.1ЩшМЦШЮЮё 9
2.1.1 ЩшМЦВЮЪ§ 9
2.1.2 ЗНАИЕФЗжЮіЁЂБШНЯЁЂТлжЄ 9
2.2 ТіГхЕБСПКЭДЋЖЏБШЕФШЗЖЈ 10
2.2.1 ТіГхЕБСПЕФШЗЖЈ 10
2.2.2 ДЋЖЏБШЕФШЗЖЈ 10
2.2.3 ШЗЖЈВННјЕчЛњВНОрНЧ 10
2.3 ЫПИмЕФбЁаЭМАМЦЫу 11
2.3.1 МЦЫуЫПИмЪмСІ 11
2.3.2 ЙіжщЫПИмТнФИИБЕФбЁаЭКЭаЃКЫ 11
2.4 ЕМЙьЕФбЁаЭМАМЦЫу 15
2.4.1 ГѕбЁЕМЙьаЭКХ 15
2.4.2 МЦЫуЙіЖЏЕМЙьИБЕФОрРыЖюЖЈЪйУќ 16
2.5 ВННјЕчЛњЕФбЁдё 16
2.5.1 ДЋЖЏЯЕЭГЕШаЇзЊЖЏЙпСПМЦЫу 17
2.5.2 ЫљашзЊЖЏСІОиМЦЫу 18
2.6 БОеТаЁНс 21
Ек3еТ ZЗНЯђЩшМЦМЦЫу 22
3.1 ZЗНЯђЙЄзїЬЈЩшМЦ 22
3.1.1ЩшМЦШЮЮё 22
3.1.2 ЩшМЦВЮЪ§ 22
3.1.3 ЗНАИЕФЗжЮіЁЂБШНЯЁЂТлжЄ 22
3.2 ТіГхЕБСПКЭДЋЖЏБШЕФШЗЖЈ 23
3.2.1 ТіГхЕБСПЕФШЗЖЈ 23
3.2.2 ДЋЖЏБШЕФШЗЖЈ 23
3.2.3 ШЗЖЈВННјЕчЛњВНОрНЧ 23
3.3 ЫПИмЕФбЁаЭМАМЦЫу 24
3.3.1 МЦЫуЫПИмЪмСІ 24
3.3.2 ЙіжщЫПИмТнФИИБЕФбЁаЭКЭаЃКЫ 24
3.4 ВННјЕчЛњЕФбЁдё 28
3.4.1 ДЋЖЏЯЕЭГЕШаЇзЊЖЏЙпСПМЦЫу 28
3.4.2 ЫљашзЊЖЏСІОиМЦЫу 29
3.5БОеТаЁНс 31
Ек4еТ ЙЮЕЖЯЕЭГЩшМЦ 32
4.1 ЙЮАхЕФбЁдё 32
4.2 ЙЮАхЕФВФСЯКЭвЦЖЏЫйЖШЖдЭПВужЪСПЕФгАЯь 33
4.3 БОеТаЁНс 34
Ек5еТ PLCПижЦЯЕЭГ 35
5.1ВННјЕчЛњЕФМђНщ 35
5.2ВННјЕчЛњЕФЙЄзїдРэМАЬиад 35
5.3 PLCМђЕЅНщЩм 35
5.3.1ЮЊДѓСПЪЕМЪгІгУЖјПЊЗЂЕФЬиЪтЙІФм 35
5.3.2ЭјТчКЭЪ§ОнЭЈаХ 35
5.3.3ЦфЫќЙІФм 36
5.4 ПижЦддђ 36
5.5ПижЦЗНЗЈ 36
5.5.1 ааГЬПижЦ 36
5.5.2 НјИјЫйЖШПижЦ 37
5.5.3 НјИјЗНЯђПижЦ 37
5.6 БОеТаЁНс 37
Нс Тл 38
ВЮПМЮФЯз 39
жТ аЛ 41
|
