极化处理F4基复合管道生产装置设计(含CAD零件图装配图)(论文说明书7400字,CAD图14张)
摘要
F4材料具有优良的耐化学性和腐蚀性,工作温度范围广,表面具有不粘性,在化学工业中运用广泛。但F4存在着硬度,强度较低的缺点。这时可以通过在F4管材的表面覆盖PFA薄膜和玻璃纤维布的方法提高管材的强度和硬度,增强抗磨损性能。
通过热风吹风的方法加热F4和PFA薄膜,使其粘接在一起,通过缠绕机主轴的旋转和小车的轴向移动使得玻璃纤维布能按照一定的规律均匀铺放到管材上。
极化处理F4基复合管道生产装置设计要研究的问题有:复合管道各个组成部分生产工艺设计,包括:F4,F40,F46,PFA的成型工艺,纤维缠绕工艺,管道复合工艺;满足上述工艺要求的生产装置的机构设计,主要是缠绕机的结构设计。纤维缠绕工艺中需要确定缠绕PFA薄膜及玻璃纤维布的加温缠绕温度,加温方式,缠绕速度及缠绕张力。
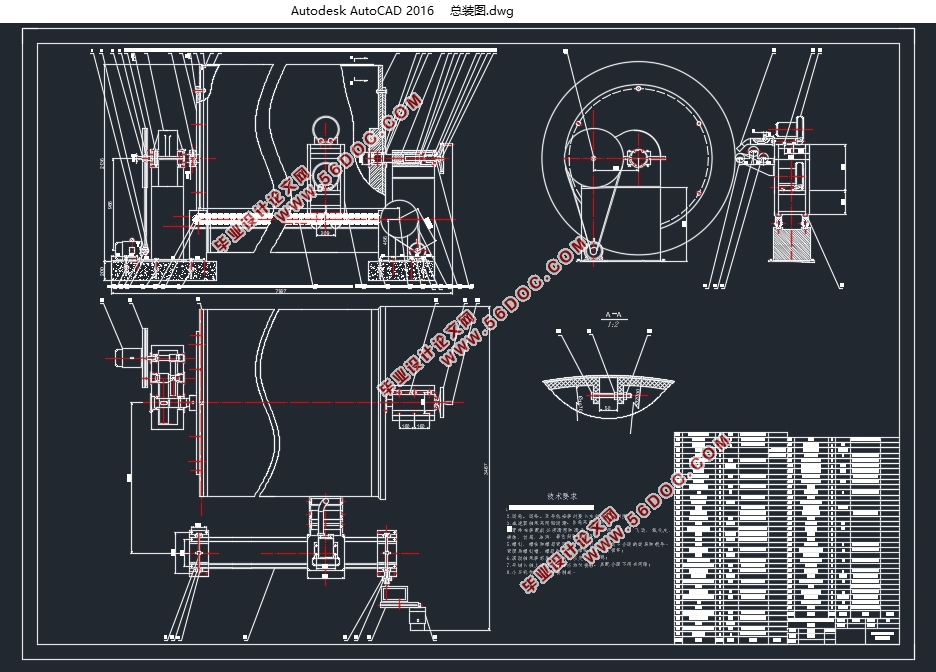
在缠绕机上,聚四氟乙烯管使用联接主轴的卡盘和机床尾部的顶尖固定,缠绕过程中,纱架固定在小车上,小车可以沿着管道的轴向移动,小车依靠链条带动,机床主轴带动管道旋转,同时小车在导轨上移动,把PFA膜和玻璃纤维布缠绕到F4管道上。缠绕时,使用热风法使PFA受热熔融,利用压辊压到F4管道表面,然后进行冷却处理,这里同样采用吹风法。
关键词 F4,F40,F46,PFA 玻璃纤维缠绕 热风法
Abstract
F4 materials have excellent characteristics of chemical resistance and corrosion resistance, wide range of working temperature, the surface has a non-stick, widely used in the chemical industry. But the F4 has disadvantages of low strength. PFA can be overridden by F4 pipe surface film and glass fiber cloth method to increase the strength and hardness, and enhanced wear resistance.
Heating by hot-air hair dryer method F4 and PFA film, making it stick together, through winding machine spindle rotation and axial movement of the car makes the glass fiber cloth uniform placement in accordance with some regularity on the pipe. Anodizing F4 problems considered in design of composite pipe production plant: composite piping components, production design, including: F4,F40,F46,PFA molding, filament winding process and pipeline process; production design meets the above requirements, primarily structural design of winding machine. Filament winding process needs to determine wound PFA film and heating of the glass fiber cloth winding temperature, heating, winding tension and speed. On the winding machines, Teflon tubes using a join the Chuck and spindle machine tools top at the end of a fixed, reeling, yarn on the cage in the car, the car can be moved along the axis of the pipe to the car relies on the chain drive, spindle drive pipe to rotate, while the car moves on a rail, to F4 PFA coating and glass fiber cloth winding pipe. When wound, use hot air to make the PFA heat melting, pressure roller to F4 pipe surface and cooling, also using the hair dryer method.
Key words:F4,F40,F46,PFA ,Glass fiber
一. 题目名称:极化处理F4基复合管道生产装置设计
原始数据:
F4基复合管道规格:公称直径600-2000mm,长度6000mm。
PFA热塑性加工温度 425℃,比热容1.05J/g•℃,相对密度2.15
F4管道壁厚取5mm。
PFA挤出膜厚度0.05-1.5mm,宽50-300mm。
玻璃纤维布厚0.41±0.04mm,宽90-210mm。
PFA薄膜厚取0.1mm,宽度取300mm。

目录
前言 1
Abstract 2
一.热量计算 6
二.理论风量V计算 9
三.电热系统设计计算 9
四.吹风系统设计计算 10
五.旋转机构设计计算 11
1.电机选择 11
2.分配传动比 11
3.带传动设计 12
4.齿轮结构设计 14
夹具设计 22
模具设计 22
尾架设计 22
六.轴向移动传动系统设计 23
1.链传动设计 23
2.带传动设计 25
3.齿轮结构设计 27
4.轴的设计计算 34
5.其他结构设计特点 35
七.关键部件校核 36
八.设计装备总体介绍 39
九.操作说明 40
结束语 41
参考文献 42
致谢 44
|
