长安汽车万向节叉锻造工艺设计(含CAD图,工艺卡)(任务书,开题报告,中期检查表,外文翻译,论文说明书15000字,CAD图3张,工艺卡)
摘要
本论文以长安汽车万向节叉为例完成了该锻件锻造工艺设计,并完成了终锻模膛的设计。对零件结构分析、零件工艺分析、坯料的质量与尺寸计算、模锻压力与切边压力的确定、锻造工艺的选择以及锻前加热、锻后冷却及热处理要求的确定。通过本专业所学的知识并运用了SolidWorks2016软件对锻件零件进行三维建模,创建模具的上下模、终锻模膛的飞边槽设计、模架总体设计,运用Auto-CAD2014软件进行二维图绘制,标注好详细的公差尺寸要求、运用Workbench 15.0有限元软件进行锻件温度场及热应力场分布分析,得出了在不同的温度、不同的应力条件下锻件的不同位置会出现不同的颜色变化,根据颜色变化确定锻件变形与开裂程度。根据模拟结果,终锻温度为700℃时由于温度太低,对变形不利,而当终锻温度为900℃时,残余应力太大,560MPa,所以确定终锻温度为800℃,产生的热应力大概为460MPa。
关键词:CAD/CAE;模具;万向节叉;热应力
Abstract
In the study, the forging process and the finishing impression of an automobile universal joint fork were designed. The structural analysis, industrial analysis, mass and dimensioning, die forging pressure and the trimming stress and some other parameters such as heating before forging, post-forge cooling and heat treatment requirements were all determined. SolidWork2016 software was used in three-dimensional modeling of forging parts, upper and lower molds, the design of the flash die groove of the final forging die, the overall design of the mold frame, and so all. Auto-CAD2014 software was used to the two-dimensional drawings, includes the tolerance dimension of the molds. Workbench 15.0 software was introduced in the temperature and thermal stress field calculation. And the simulation results could help people to determine the deformation and cracked degree according to the color bar. The results show that it’s hard to deform during the forging on 700℃, and the thermal stress is about 560MPa during the forging on 900℃, so it’s the best temperature for the forging process 800℃, and the thermal stress is about 460MPa.
Keywords: CAD/CAE,mould universal,joint fork,thermal stress
零件结构分析
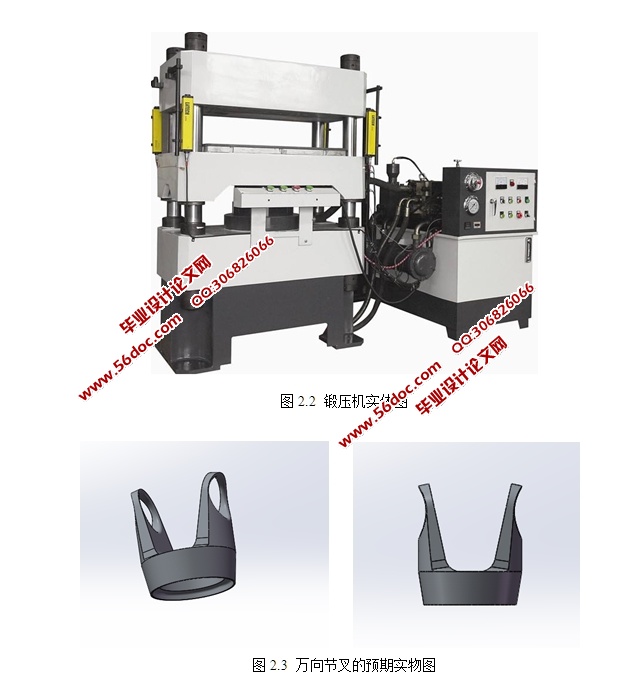
先进行零件结构分析,所设计的零件为长安汽车万向节叉如图2.1所示,万向节叉是叉形件。万向节叉用在主动轴与从动轴中,用来控制两者间的角度并进行动力传递。因其作为连接件,使被连接的零件间存在规定范围内的角度变化,在整个汽车传动结构中起着至关重要的作用,故万向节叉需承受的扭转矩较大刚度需求较高,同时其在实际工况中环境不同,有时需承受的载荷较大。主动轴将发动机传来的转矩通过万向节叉传递给从动轴以输出转矩,在不平行情况下主要起连接主动轴和从动轴的作用。当然,万向节叉这类零件应用范围较为广泛,不仅仅用在汽车传动行业方向上,也用于机械行业非标件设计过程中,甚至民用传动设备的生产制造过程中。大体上,可用于如下场所:两轴不同心、两轴间平行但不相交或空间平行且相交、两轴的空间夹角在运动过程中经常变化等场所[7]。
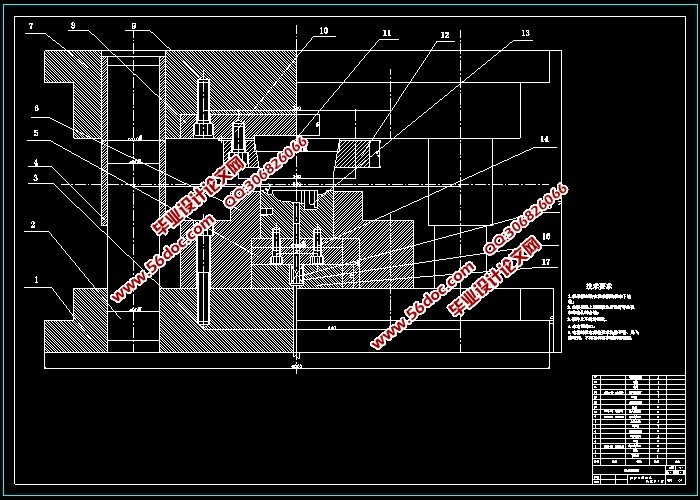
分析长安汽车万向节叉的整体形体尺寸及表面粗糙度等公差要求,容易看出:该零件整体体积较小,各种圆角较多,但圆角尺寸不大,形状不是很复杂,因其是连接件,非传动件,故其精度要求不高,但为了保证连接位置的精度配合要求,也需要通过锻压机如图2.2所示,初锻终锻两步锻造成型。顶部头端的设计较为麻烦,内孔需在终锻后用加工中心继续加工,并且在设计过程中需要考虑其脱膜的角度,防止不易脱膜及卡模等现象出现,包括初锻及终锻过程只能锻造其大体形状,末端的凹槽需要数控机床进行加工,在锻造的过程中,因其材料内部分子聚集加强,使其组织更为紧密,碳化物分布及流线分布更为合理,故能够提高锻件整体热处理性能及提高其强度及使用寿命。如果企业要求加工花键槽或者是滑槽,则按照实际工艺进行零件设计。按照工厂要求选取锻件的材料为热轧钢45钢,此材料拥有相对较好的金属材料稳定性,较高的强度,并方便后期机加工。具体该锻件的工艺方案及材料相关属性如下表及相关数据所述

目录
摘要 I
ABSTRACT II
第1章 绪论 1
1.1 题研究的目的及意义 1
1.1.1 锻造模具的研究目的 1
1.1.2 模具CAD/CAM的研究意义 1
1.2 国内外研究现状 2
1.3 本课题研究内容 3
第2章 长安汽车万向节叉锻造工艺设计 4
2.1 零件结构分析 4
2.1.1 零件材料 6
2.1.2 主要表面分析及技术要求 6
2.1.3 零件特点 6
2.2 计算坯料的质量与尺寸 6
2.2.1 坯料质量的计算 6
2.2.2 坯料尺寸的计算 7
2.3 模锻压力与切边压力的确定 7
2.3.1 模锻压力确定 7
2.3.2切边压力的确定 7
2.4 锻造工序的选择 8
2.5 锻前加热、锻后冷却及热处理要求的确定 9
2.5.1 确定加热方式,及锻造温度范围 9
2.5.2 加热时间及冷却方式的确定 10
2.6 小结 10
第3章 长安汽车万向节叉锻模设计 11
3.1 锻件锻模总体设计方案的确定 11
3.2 锻模的设计 11
3.2.1 确定锻件的分型面及分型线 11
3.2.2 制定锻件的机加工余量及公差 13
3.2.3 锻模生成及凸凹模分割 14
3.3 预锻模具设计图 17
3.4 锻模飞边槽的设计 17
3.5 模架总体设计 19
3.6 镶块设计 20
3.7 小结 20
第4章 万向节叉有限元分析 21
4.1 不同温度下45钢的性能变化 21
4.2 有限元分析前置参数设置 22
4.3 锻件温度场及应力分布分析 25
4.4 小结 27
总结 28
参考文献 29
致谢 30
附录A 31
|
