轴承内外圈套锻工艺研究(含CAD图)
来源:wenku7.com 资料编号:WK714929 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK714929
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
轴承内外圈套锻工艺研究(含CAD图)(论文说明书7400字,CAD图3张)
摘 要
锻造工业是一个国家的重要产业,套锻工艺的发展无时不刻都在影响着国家经济的发展,人类的进步离不开套锻工艺的发展。在全球经济发展的大环境下,中国各个行业被其他国家的先进技术影响的同时,越来越多的外国企业和品牌传播到中国已经成为现实。在新的市场需求的推动下,对轴承内外圈套锻工艺进行改良和优化是当务之急。生产轴承内外圈套锻工艺的企业,必须充分考虑到在轴承内外圈套锻工艺运行中可能出现的问题,尽量使轴承内外圈套锻工艺的自动化程度越高越好,从而来保证轴承的传动精度,特别是针对圆锥滚子轴承,国内轴承内外圈套锻工艺的研发及制造要与全球号召的高效、精度高等主题保持一致。
套锻工艺是通过一次对轴承毛坯进行加热同时生产出两个套圈,本文就轴承的内外圈套锻工艺进行了设计,通过阐述了套锻工艺的发展现状以及工艺流程,最后设计出针对圆锥滚子轴承的套锻模具。
关键词:套锻 轴承内外圈 制造 模具
套锻工艺为一个料段经套切后辗扩成两个套圈,只产生一个连皮料芯,将提高材料利用率,降低制造成本。另外,其可以是同一型号的内外圈成套锻造,有利于生产组织与管理,也可以是不同型号的两件套圈进行套锻,工艺灵活多变,且适合大批量生产。
1.方案制订
工艺路线如图1所示。本工艺方案具有如下技术特点:
(1)采用中频感应电炉代替原煤气加热炉加热材料,加热速度快、氧化烧损少(烧损率约0.5%,为煤气炉的1/4),加热质量好(料段温度均匀性好),热效率高,工人劳动强度大幅降低,易于实现自动化,为加热有效控制提供了条件。另外长期困扰作业环境的油烟、粉尘及高温顽症将得到根本治理,CO2废气将不再排放,鼓风机噪声污染也不复存在,将取得经济效益与社会效益的双丰收。
(2)套锻工艺为一个料段经套切后辗扩成两个套圈,只产生一个连皮料芯,将提高材料利用率,降低制造成本。另外它可以是同一型号的内外圈成套锻造,有利于生产组织与管理,也可以是不同型号的两件套圈进行套锻,工艺灵活多变,且适合大批量生产。
(3)本工艺方案生产的两个套圈均采用整径,消除了椭圆和锥度,可达到统一尺寸和提高几何精度的目的。为进一步压缩留量与公差提供了可能性。
2. 具体实施过程及技术难点分析以某圆锥滚子轴承内外套圈的套锻工艺为例。
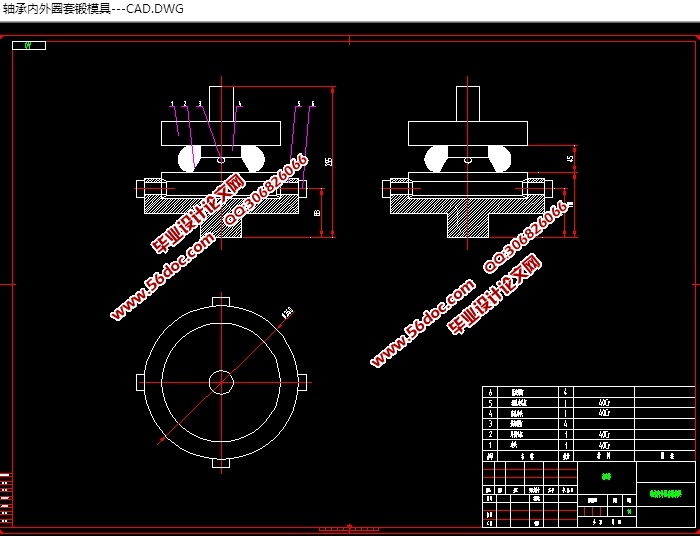
(1)按照工艺路线确定合理工艺及加工方法,确定圆锥滚子轴承内外圈套锻的工艺及加工方法,如图2所示。
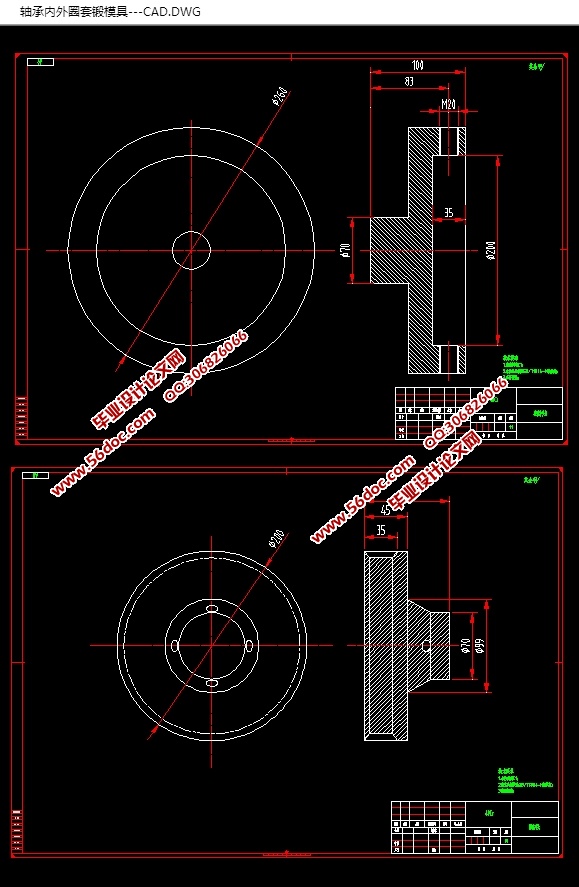
(2)按照工艺方案设计内外套圈锻件图,并确定下料重量。根据该套锻生产线上中频电感应炉、压力机、扩孔机、整经机的加工能力及性能、精度等因素,确定内外套圈锻件的留量、公差,按照内外套圈滚道成形辗扩的方案绘制出锻件图,
目 录
1 绪论 2
1.1课题的来源与研究的目的和意义 2
1.2本课题研究的内容 3
1.3研究的意义 4
2 轴承内外圈套锻工艺总体结构的设计 4
2.1切割部分设计方案的选择 4
2.2切割部分的工作原理 4
2.3 摆动杆的结构设计 4
3 机械传动部分的设计计算 4
3.1切割电机的选型计算 4
3.2带传动的设计计算 4
3.3直线导轨的设计计算 4
3.4水平移动气缸在选型计算 4
4 轴承内外圈套锻工艺中主要零件的三维建模 10
4.1切割锯片的三维建模 10
4.2 V带轮的三维建模 11
4.3气缸的三维建模 11
4.4轴承内外圈套锻工艺的三维建模 12
5 轴承内外圈套锻工艺中主要零件的强度分析与校核 12
5.1滚动轴承强度的校核计算 12
结 论 14
参考文献 15
致 谢 16
|
