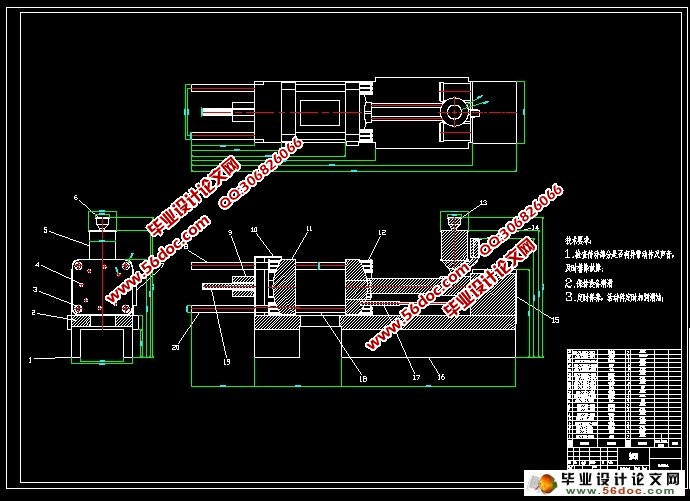
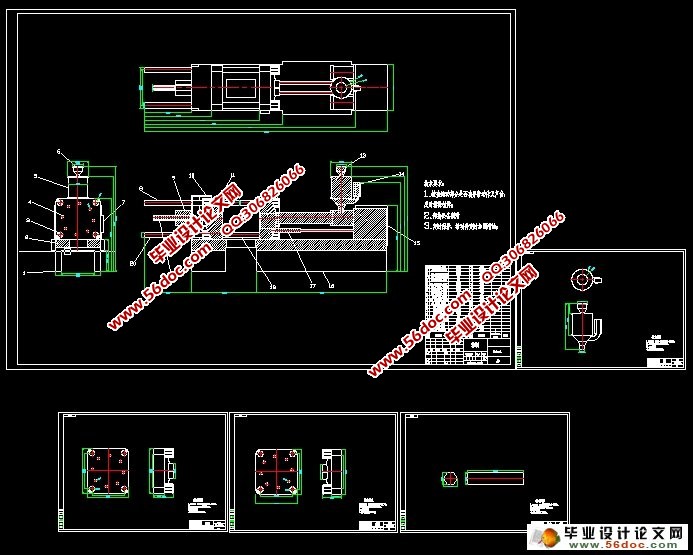
全液压卧式注塑机的设计(含CAD零件装配图)(开题报告,论文说明书12300字,CAD图纸5张)
摘 要
卧式注塑机是一个典型的系统集机,电,液中的一种,由于其复杂性可以成型产品,较少的处理,以及处理各种类型塑料等优点,目前已成为塑料成型加工的主要设备。一些传统的小型和中型的电动卧式注塑机是采用继电器控制,随着电子技术的发展,缺点是越来越显著的性能,为复杂的主要业绩,缓慢的中继系统,使用寿命短,控制精度差,故障率高,维修困难。
针对上述问题,采用PLC控制系统在卧式注塑机控制系统毕业设计。通过fxgp-win-e编程中的各种电气保护和传感信号作为输入,输出过程的作用。为了提高控制精度,可靠性,维修方便。
本文介绍了机械结构和卧式注塑机的控制,其次是卧式注塑机的工作原理及过程分析,对PLC控制系统的硬件和软件进行了设计方法。
关键词:卧式注塑机;PLC;步进控制fxgp-win-e;
Plastic molding machine (injection molding machine for short), is a typical system set machine, electricity, liquid in one, because of the complexity can be a molding products, less processing, and processing various types of plastics and other advantages, has now become the main equipment of plastics processing. Some of the traditional small and medium-sized electric injection molding machine are controlled by relays, along with the development of electronic technology, the disadvantage is more and more remarkable performance, the main line performance for the complex, slow relay system, short service life, poor control precision, high fault rate, difficult to repair.
In view of the above problems, the graduation design using PLC control system to control the control system of injection molding machine. Through FXGP-WIN-E programming in a variety of electrical protection and sensor signals as input, processes the output of the action. To improve the control precision, reliability, and easy maintenance.
This paper introduces the mechanical structure and control of injection molding machine, followed by analysis of the working principle and process of injection molding machine, the PLC control system hardware and software design method is given.
Keywords: injection molding machine; PLC; step control; FXGP-WIN-E
卧式注塑机的动作流程
根据卧式注塑机工艺流程图制定行动的卧式注塑机。操作流程图分为四个部分。在第一部分中,首先关闭安全门,其次是低压锁模,如果低电压模式锁定失败,然后开卧式注塑机和报警,故障清除后,返回到安全门动作;如果电压模式锁定不是失败,是高压锁模,合模压力的锁模完成后,终止。动作过程如图5.1所示。
图5.1 关安全门、低压锁模、高压锁模控制流程图
锁模终止后,台湾电台前到位,注射时间开始,开始一二次注射,注射,注射三阶段。如果达不到,注射时间持续注射;如果注射时间,然后开枪表背。
目 录
摘 要 1
第1章 绪论 1
1.1卧式注塑机的发展过程 1
1.2课题设计目的 2
1.3 课题的研究内容 3
第2章 PLC介绍 4
2.1 PLC的基本结构 4
2.2 PLC的工作原理 4
2.3海天系列PLC介绍 5
第3章 卧式注塑机总体设计 5
3.1卧式注塑机系统的组成和原理 5
3.1.1注射部分 6
3.3卧式注塑机控制系统的控制要求 7
3.3.4预塑液压马达的动作 7
第4章 卧式注塑机控制系统的硬件设计 8
4.1 PLC机型的选择 8
4.2 卧式注塑机主电路的设计 9
4.2.1 电动机的启动控制 9
4.2.2 液压阀的选择 10
4.2.3 液压驱动系统的选择 10
4.2.4 液压泵电机的选型 11
第5章 卧式注塑机控制系统的软件设计 11
5.1 卧式注塑机的动作流程 11
5.2 程序设计 14
5.2.1 状态转移图的设计 15
第6章 系统运行与调试 18
6.1 硬件和软件的调试 18
6.1.1 硬件的调试 18
总 结 19
谢 辞 20
参考文献 22
|
