ПЈГЕжсЯфЬхМгЙЄЙЄвеМАялМаЩшМЦ(КЌМгЙЄЙЄађПЈ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK75139 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK75139
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
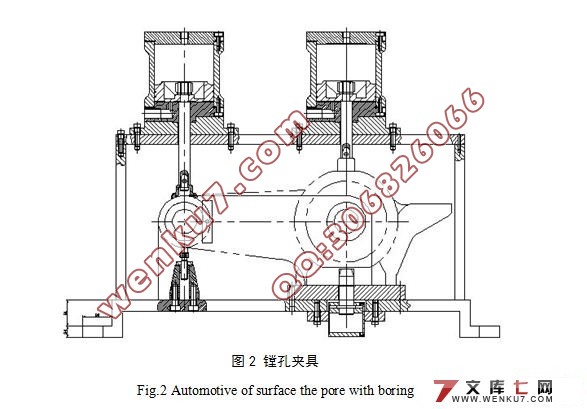
зЪСЯНщЩм
ПЈГЕжсЯфЬхМгЙЄЙЄвеМАялМаЩшМЦ(КЌМгЙЄЙЄађПЈ)(КЌбЁЬтЩѓХњБэ,ШЮЮёЪщ,ПЊЬтБЈИц,жаЦкМьВщБэ,ТлЮФЫЕУїЪщ18000зж,CADЭМжН9еХ)
еЊ вЊЃКМаОпдкЙЄвеЩшБИжаеМгаЪЎЗжживЊЕФЕиЮЛЃЌЫќЖдБЃжЄЙЄМўЕФМгЙЄОЋЖШЁЂЬсИпЩњВњаЇТЪЁЂНЕЕЭЩњВњГЩБОЁЂРЉДѓЛњДВЪЙгУЗЖЮЇЕШЗНУцОпгаживЊзїгУЁЃвђДЫЃЌМаОпЩшМЦЪЧЛњаЕМгЙЄжавЛЯюживЊЕФЙЄвезАБИЩшМЦЙЄзїЁЃБОДЮЩшМЦЪЧИљОнФГГЕСОжЦдьЦѓвЕЪЕМЪЕФЩњВњашвЊЖјЬсГіЃЌжївЊЪЧЩшМЦПЈГЕжсЯфЬхялВрУцПзЕФМаОпЃЌВЩгУСЫЦјЖЏМаОпНсЙЙЃЌБЃжЄСЫЙЄМўЕФМгЙЄжЪСПЃЌИФЩЦРЭЖЏЬѕМўЃЌЬсИпЩњВњаЇТЪЃЌДгЖјЬсИпОМУаЇвцЁЃзЩбЏQQ:306826066
ЙиМќДЪЃКялДВЃЛМаОпЃЛЙЄвеЃЛ
The boring clips design and truck spindle box body processing craft
Abstract:Fixture has so many advantages in production that it takes a very important part in the manufacturingЃЌfor example, decreasing the production time, reducing the work difficult, Improving product quality as the precision is assured , and so on.. Which have a great benefit to the production efficiency and cost down.So jig design is very important in the machining. The design in this article is Based on actual requirements of a vehicle manufacturer. It’s mainly about automotive for PKZ160 acle box processing thechnology of bore, The purpose for the design is to ensure the process quality, improve working conditions and production efficiency, and to achieve improving economic returns at last.
Key words:boring machine;automotive;Technology;


ФП ТМ
еЊвЊ 1
ЙиМќДЪ 1
1 ЧАбд 2
1.1 МаОпЕФЬиЕу 2
1.2 баОПМаОпЕФФПЕФКЭвтвх 5
1.3 МаОпЕФЙњФкЭтЯжзДКЭЗЂеЙЧїЪЦ 6
1.4 МаОпЕФЛљБОНсЙЙКЭЙЄзїдРэ 6
2 ЙЄвеЩшМЦ 7
2.1 ШЗЖЈЩњВњРраЭ 7
2.2 УЋХїбЁдёКЭУЋХїЭМЫЕУї 7
2.2.1 бЁдёУЋХї 7
2.2.2 УЋХїГпДчКЭЛњаЕМгЙЄгрСПЕФШЗЖЈ 7
2.3 бЁдёМгЙЄЗНЗЈЃЌжЦЖЈЙЄвеТЗЯп 8
2.3.1 БэУцМгЙЄЗНЗЈЕФШЗЖЈ 8
2.3.2 МгЙЄНзЖЮЕФЛЎЗж 8
2.3.3 ЙЄађЕФМЏжаКЭЗжЩЂ 8
2.3.4 ЙЄађЫГађЕФАВХХ 9
2.4 ЙЄвезАБИЕФбЁгУ 9
2.5 МгЙЄгрСПЁЂЙЄађГпДчКЭЙЋВюЕФШЗЖЈ 9
2.6 ЧаЯїгУСПЁЂЪБМфЖЈЖюЕФМЦЫу 10
2.6.1 ДжЯГЩЯЯТЖЫУц 10
2.6.2 Джялφ45mmПз 11
2.6.3 ДжялЛЗВл 11
2.6.4 ОЋЯГЯТЖЫУц 11
2.6.5 ДжЯГЙЄМўВрБэУц 12
2.6.6 Джялφ120mmПз 12
2.6.7 Джялφ250mmЁЂφ255mmПз 12
2.6.8 АыОЋялφ250mmЁЂφ255mmПз 12
2.6.9 АыОЋялφ120mmПз 13
2.6.10 ОЋялφ120mmЁЂφ124mmПз 13
2.6.11 ОЋялφ250mmЁЂφ255mmПз 13
2.6.12 зъЁЂРЉЁЂНТТнЮЦПз 13
3ЕМЯђзАжУЩшМЦ 13
3.1ялЬзРраЭЕФбЁдёгыЩшМЦ 14
3.2ГФЬзЕФбЁдёгыЩшМЦ 15
4ЖЈЮЛдЊМўЕФШЗЖЈ 15
5МаНєзАжУ 16
5.1МаНєЛљБОдРэРэТл 16
5.2МаНєзљ 18
5.3МаНєжЇАх 18
5.4МаНєТнЖЄ 18
6МаНєдкАВзАКЭВйзїЪБгІзЂвтЕФЪТЯю 19
6.1МаОпЕФАВзА 19
6.2МаОпдкВйзїЪБгІзЂвтЕФЪТЯю 19
6.3ЦјИзЕФбЁХф 20
7МаОпЕФЯрЙиЗжЮі 21
7.1МаОпЕФОМУаЇвцЗжЮі 21
7.2ЕЅЙЄЮЛМаОпгыГЩзщМаОпЕФЗжЮі 22
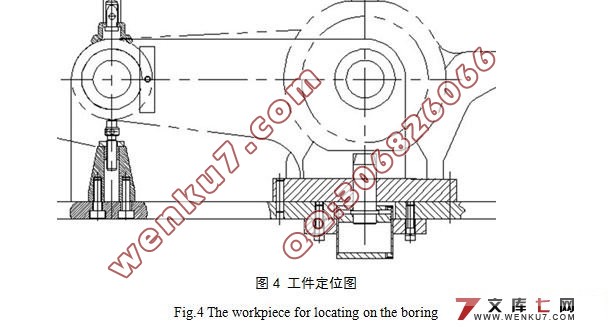
7.2.1ЖЈЮЛЛљзМгыЖЈЮЛдЊМўЕФбЁдё 23
7.2.2 МаНєдЊМўгыМаНєСІЕФбЁдё 24
7.2.3 МаОпЛљЬхЕФЩшМЦ 24
7.2.4 ЛњПЧГЩзщМаОпНсЙЙ 24
7.3 ЮѓВюЗжЮі 26
7.3.1 ЖЈЮЛЮѓВюЗжЮі 26
7.3.2 зАБИЮѓВюЗжЮі 27
8 ялФЃЕФялПзОЋЖШМЦЫу 27
9 НсТл 29
ВЮПМЮФЯз 29
жТаЛ 29
|