6170曲轴加工工艺及其夹具设计(含工序卡,工艺卡)
来源:wenku7.com 资料编号:WK75138 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK75138
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
6170曲轴加工工艺及其夹具设计(含工序卡,工艺卡)(含选题审批表,任务书,开题报告,中期检查表,论文说明书18000字,CAD图纸7张)
摘 要: 6170发动机广泛应用于汽车、工程机械、船舶和发电机中。发动机中最重要的部件当属曲轴。由于曲轴工作条件恶劣,因此对曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等要求都十分严格。本设计主要进行6170曲轴的加工工艺路线的编制以及关键工序的夹具设计,通过曲轴加工工艺路线的编制以及有关工序夹具设计,对影响曲轴加工质量的因素加以研究并提出针对性的改进方案,以提高产品质量和生产率。
关键词:6170; 发动机; 曲轴; 加工工艺路线; 夹具设计; 加工质量
Design of 6170 Crankshfat’s Processing and Fixture
Abstract: 6170 Diesel Engines are widely applied in automobiles, engineering machinery, ships and generators. Without doubt, the crankshaft should be the most important part in engines. As crankshafts always work in poor conditions, it is necessary to be strict to the material, the blank processing, the accuracy, the surface roughness, the heat treatment, the surface intensification and the dynamic balance of crankshafts. This project aims at the compiling of the processing line of crankshafts and the fixture design of the critical process. Through the compiling and the design, I will figure out the factors that affect the quality of crankshaft machining and propose specific improvement so as to enhance the quality of products and productivity.
Key words: 6170; engine; crankshaft; the processing line; the fixture design; the quality of crankshaft machining
附录
附录1:机械加工工序卡
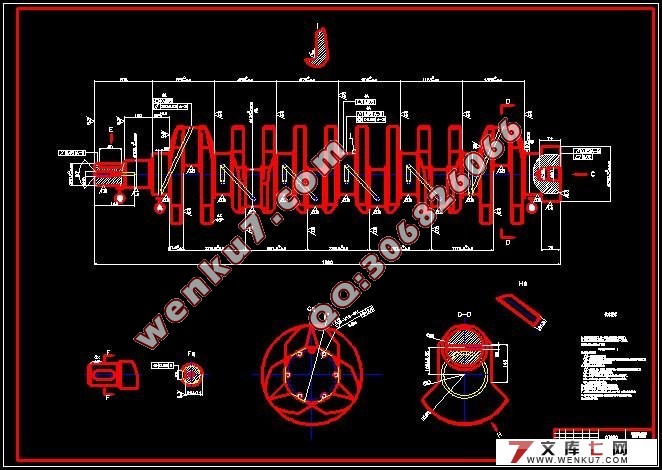
附录2:曲轴零件示意图
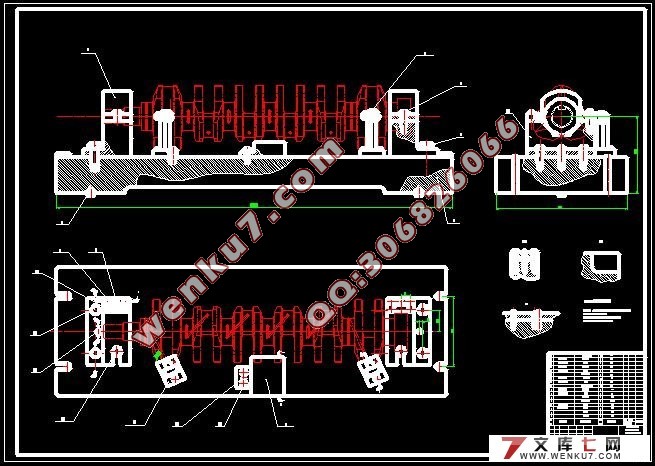
附录3:铣两端面夹具装配图
附录4:铣两端面夹具非标零件图
附录5:钻斜油孔夹具装配图
附录6:钻斜油孔夹具非标零件图
本次设计的曲轴加工工艺路线如下:
工序1毛坯检测 工序2粗铣两端面
工序3划两端中心孔线 工序4钻中心孔
工序5粗车法兰及小端外圆 工序6精车法兰及小端外圆
工序7铣平衡块两侧 工序8粗车第四主轴颈
工序9粗磨第四主轴颈 工序10车拉全部主轴颈
工序11铣曲轴连杆轴颈 工序12车平衡块外圆及倒角
工序13钻大头端上定位销孔 工序14钻直油孔
工序15钻斜油孔 工序16去毛刺、清洗
工序17中频淬火 工序18精磨主轴颈和连杆轴颈
工序19铣键槽 工序20钻两端孔
工序21扩小端孔 工序22扩、铰法兰端孔
工序23钻6个螺纹底孔 工序24攻6个螺纹底孔螺纹
工序25油孔孔口倒角、抛光 工序26擦拭及吹净曲轴
工序27磁力探伤及退磁 工序28轴颈滚压
工序29轴颈变形检测 工序30滚压校直
工序31轴颈修磨 工序32动平衡测量、去重
工序33清洗表面铁屑 工序34抛光所有轴颈
工序35清洗、吹风 工序36最终检验
工序37防锈。


|
