The Fixture Design Of Milling Main Shaft Block End Face Of 492 Engine Crankcase
Abstract: This design is fixture design , which for the process of milling main bearing block in both ends of the 492 engine crankcase in the realistic factory.
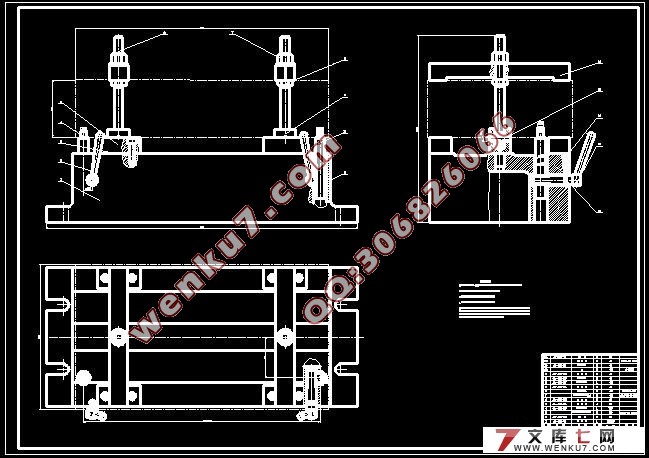
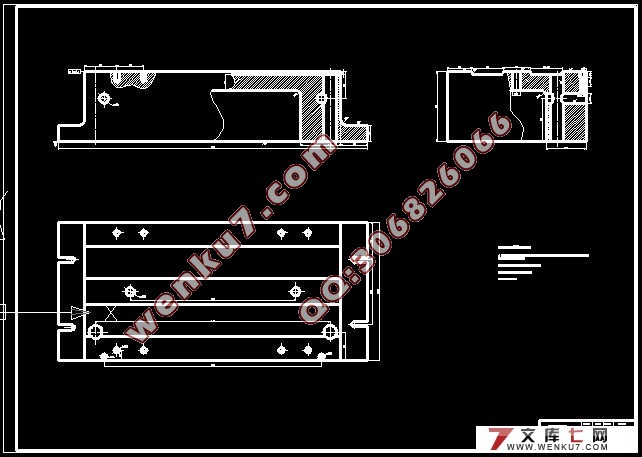
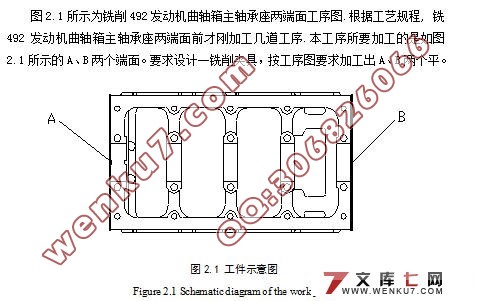
According to the characteristics of the structural characteristics, the crankcase of 492engine and the using of the special milling machine, the fixture use the principle that in two bores in one side, namely a cylindrical pin, a pin and four supporting prism plate positioning. It is localized between the handle shaft and the gear and the drive control rack pin. It champed directly with the screw equipment in nut and clamp plate.
In analyzes, all the spare part’s inaccuracy and the structure calculation. Generally speaking, the milling fixture can satisfy the generative demand. It can be put into the reality production.
Keywords: fixture design; positioning; clamping