CA6140填料箱盖的车削加工(工序卡片,数控程序编制)
这类零件的径向和轴向尺寸较大,一般要求加工外圆、端面几内孔,有时还要求调头加工。为保证加工要求和数控车削时工件装夹的可靠性,应注意加工顺序和装夹方式。如为保证两端内孔的同轴度要求,采取先加工右端面和内孔,并在内孔预留精加工余量0.3mm,然后将工件掉头安装;在镗完左端内孔后,反向镗右端内孔。以保证两孔的同轴度。  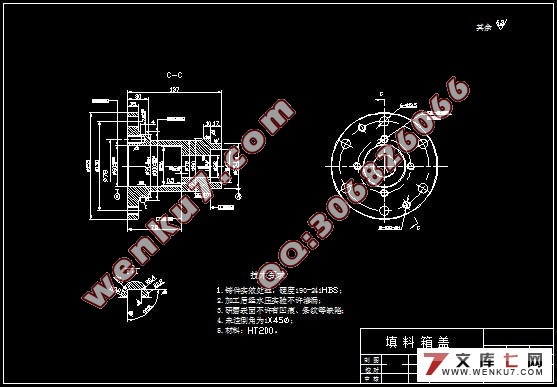 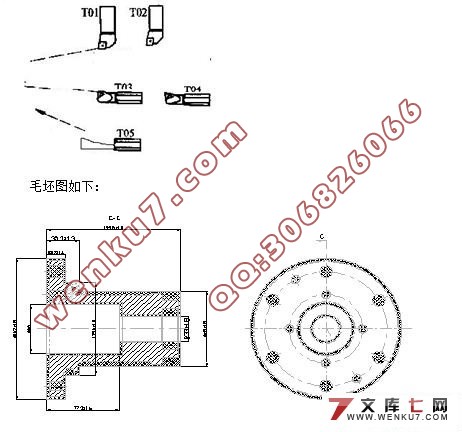  
|
这类零件的径向和轴向尺寸较大,一般要求加工外圆、端面几内孔,有时还要求调头加工。为保证加工要求和数控车削时工件装夹的可靠性,应注意加工顺序和装夹方式。如为保证两端内孔的同轴度要求,采取先加工右端面和内孔,并在内孔预留精加工余量0.3mm,然后将工件掉头安装;在镗完左端内孔后,反向镗右端内孔。以保证两孔的同轴度。
|