CA6140车床拨叉的工装夹具的设计
来源:wenku7.com 资料编号:WK75106 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK75106
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
摘要
设计一种6140车床拨叉的工装夹具,使其能在生产过程中更好的节约时间与满足所要达到的要求。本文主要介绍了6140车床拨叉零件的作用、加工工艺方案等。选择适当的材料,计算所要加工的尺寸等.
(一) 零件的作用
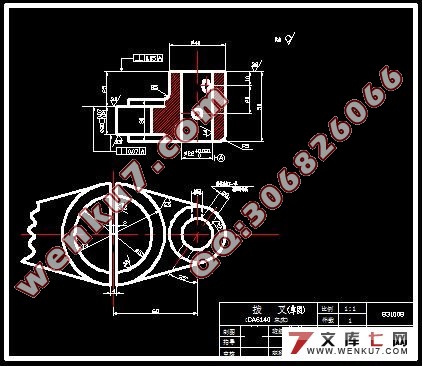
题目所给的零件是CA6140车床的拨叉。它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的φ22孔与操纵机构相连,二下方的φ55半孔则是用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。
(二) 零件的工艺分析
CA6140车床共有两处加工表面,其间有一定位置要求。分述如下:
1. 以φ22为中心的加工表面
这一组加工表面包括:φ22 的孔,以及其上下端面,上端面与孔有位置要求,孔壁上有一个装配时钻铰的锥孔,一个M8的螺纹孔。下端有一个35°的斜凸台。这三个都没有高的位置度要求。
2. 以φ55为中心的加工表面
这一组加工表面包括:φ55 的孔,以及其上下两个端面。
这两组表面有一定的位置度要求,即φ55 的孔上下两个端面与φ22 的孔有垂直度要求。
由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。
由上面分析可知,可以粗加工拨叉下端面,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
目 录 8000字
1.毕业设计任务书------------------------------------------------------------------------1
2.毕业设计说明书----------------------------------------------------------------------------2
摘要----------------------------------------------------------------------------2
前言----------------------------------------------------------------------------2
第一章 零件的分析------------------------------------------------------------------------3
1.1 零件的作用------------------------------------------------------------------------3
1.2 零件的工艺分析------------------------------------------------------------------------3
第二章 工艺规程设计---------------------------------------------------------------------4
2.1 确定毛坯------------------------------------------------------------------------4
2.1.1确定毛坯种类------------------------------------------------------------------------4
2.1.2确定铸件加工余量及形状-------------------------------------------------------------4
2.2 基面的选择------------------------------------------------------------------------4
2.3 制定工艺路线------------------------------------------------------------------------5
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定-------------------------------------------6
2.5 确立切削用量及基本工时--------------------------------------------------------------9
结论------------------------------------------------------------------------22
致谢------------------------------------------------------------------------22
3.毕业设计小结-------------------------------------------------------------------------23
4.参考文献-----------------------------------------------------------------------------------24
5.外文翻译---------------------------------------------------------------------------25
6.附录------------------------------------------------------------------------------35
|