侧轴承杯加工工艺编制及夹具设计(任务书,外文翻译,设计说明书13000字,cad图纸9张,答辩PPT)
摘 要
轴承杯广泛应用于轻负荷便于拆装的地方。有许多轴承在装配和拆卸中会遇到困难,特别在箱体内部轴承的装配受到条件限制,应用轴承杯可以解决装配和拆卸的难题。
在本零件的加工中,由于某些工序加工的特殊性,需要在零件的表面加工一个和铅垂线成一定角度的斜孔。则需要设计一个钻模来放置零件,使得该孔得以良好,高效,准确的被加工出。在设计钻模的同时,需要设计一组钻套,用来保护钻模在大批量的零件生产中不被磨损,可以较长时间的完成生产任务。本文运用机械制造技术及相关的课程知识,解决工件在加工过程中的定位、加紧以及工艺路线的安排等方面的相关问题。制定出切实可行的加工方案。根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,设计出高效、经济、合理并且能保证加工质量的钻模,钻套。
随着社会的进步和科技的发展,机床夹具的通用性也直接影响其经济性。机床夹具及辅助工具的高精、高效、通用、经济等性质的良好发展将在我国的现代化工业建设和发展过程中起着至关重要的作用。
关键词:轴承杯, 斜孔, 夹具, 钻模
ABSTRACT
Widely used in light-load bearing cup for easy removal place. There are many in the assembly and disassembly of the bearing will encounter difficulties, especially in the box inside the bearing assembly subject to conditions, the application bearing cup assembly and disassembly can solve the problem.
In this part of the process, because some of the special processing procedures required in parts of the surface finish of a plumb line and the oblique angle into the hole. You need to design a drilling and grinding to place the part, making the hole to be good, efficient and accurate to be processed. In the design of drilling and grinding the same time, need to design a drill sleeve to protect the drilling and grinding in the production of large quantities of parts are not worn, you can produce a longer time to complete the task. In this paper, machinery manufacturing technology and related courses knowledge to solve the workpiece in position during processing, to step up and line arrangements, process related issues. Develop a practical processing program. According to the processing requirements of parts to be machined, the reference fixture design manual and related books, to design efficient, economical, reasonable and can ensure the machining quality of the diamond grinding, drill sets.
Along with social progress and technological development, universal fixture is also a direct impact on the economy. Jigs and aids high-precision, high efficiency, general and economic nature of the good development in China's modernization construction and development industry plays a vital role.
Key words: bearing cup; slant-hole; fixture; drilling and grinding.
零件的功用
1.侧轴承杯广泛应用于轻负荷便于拆装的地方。有许多轴承在装配和拆卸中会遇到困难,特别在箱体内部轴承的装配受到条件限制,应用轴承杯可以解决装配和拆卸的难题。
2.侧轴承杯可以调整紧松,使许多箱体的加工精度得到放宽,使箱体加工的工效大大提高。
3.安装侧轴承杯还克服了轴承的轴向窜动,所以侧轴承杯得到广泛应用,但也存在一些不足,轴承杯的精度直接影响轴的径向跳动。
1.3 零件的加工及检验
1.3.1 加工方式
在侧轴承杯的加工中,主要运用的两种加工方法是车削加工和磨削加工,还有在各工序之间还有热处理工序。检验及防锈处理等辅助工序。
车削加工和磨削加工都属于切削加工,在安排加工顺序是,有一些原则是需要遵循的:
1.先粗后精,先安排粗加工,中间安排半精加工和光整加工。
2.先主后此,先安排主要表面(装配表面、工作表面)的加工,后安排次要表面(紧固用的光孔和螺孔等)的加工。
3.先基面后其他。
遵循此原则,零件的加工先进行车削加工后进行磨削加工或其他加工。因为磨削加工的精度普遍高于车削加工。相对于磨削加工,车削加工是一种大加工余量的加工方法。磨削加工根据加工精度的不同,可以分为:普通磨削、精密磨削和超精密磨削。普通磨削的表面粗糙度为Ra0.8-0.2µm,尺寸精度为IT6。精密磨削能达到的表面粗糙度为Ra0.20-0.05µm,尺寸精度为IT5。超精密磨削能达到的表面粗糙度为Ra0.05-0.01µm,尺寸精度为IT4。磨削加工完全可以达到侧轴承杯的加工工艺要求。
零件的结构分析
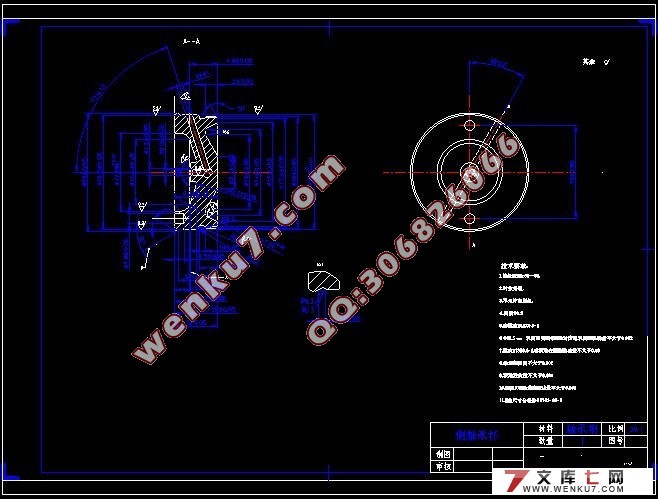
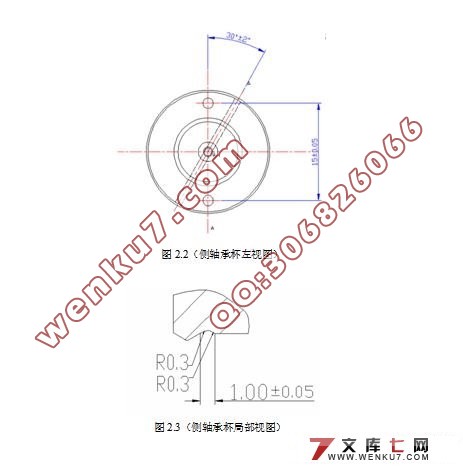
侧轴承杯的零件如图2.1, 2.2, 2.3所示。根据零件图可以分析得出:从主视图中可以看出零件的主要工作表面为Φ12.58深2.7mm的滚道,用于轴承的固定。在主视图零件右侧有一M18X0.5-2螺纹,用于侧轴承杯在箱体上的安装与固定。
2.2 零件的工艺分析
侧轴承杯加工所要达到的技术要求是:1热处理HRC62-66。2时效处理。3不允许有裂纹。4倒棱R0.2。5磨螺纹M18X0.5-2。6Φ18.50-0.01 。表面和安装
锥面对滚道表面的跳动量不大于0.002。7螺纹M18X0.5-2对滚道表面的跳动量不大于0.02。.8滚道椭圆度不大于0.01。9滚道波纹度不大于0.001。10端面对轨道的跳动量不大于0.008。自由尺寸公差按HB761-66-8。
此零件的总体尺寸小,尺寸精度高,所需要加工的各个表面,孔和端面都有较高的加工精度要求,大多数尺寸的上下偏差都要求在0.05mm,表面粗糙度要求最高为Ra0.1µm,所以大部分的加工要素都选用 车削→磨削 的加工方案。
滚道部分和外圆Φ18.5的上下偏差都在0.01mm。根据表2-1可以确定选用的加工方案为粗车→半精车→粗磨→精磨→镜面磨。


目 录
摘要 Ⅰ
ABSTRACT Ⅱ
第一章 绪论 1
1.1 课题的主要内容及意义 1
1.2 零件的功用 1
1.3 零件的加工及检验 2
1.3.1 加工方式 2
1.3.2 材料处理 2
1.3.3 辅助工序 2
第二章 侧轴承杯的结构及工艺分析 4
2.1 零件的结构分析 4
2.2 零件的工艺分析 5
2.3 零件的材料选择 8
2.3.1 轴承钢概述 8
2.3.2 轴承钢的物理特性 8
第三章 侧轴承杯的工艺规程设计 9
3.1 毛坯的确定 9
3.2 工艺规程设计 9
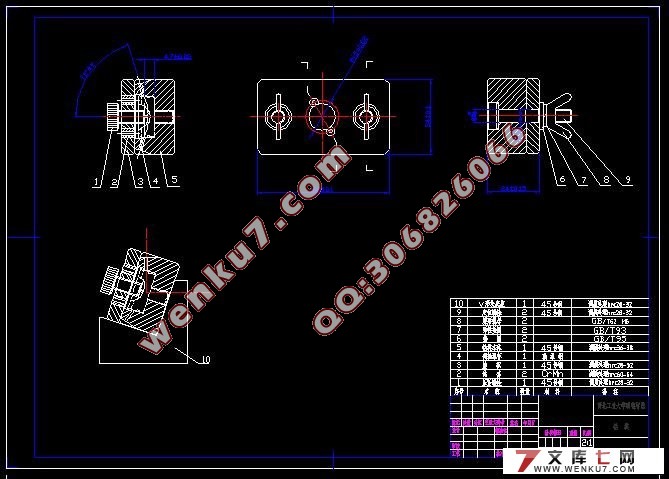
第四章 钻模及钻套的设计 24
4.1夹具设计简介 24
4.1.1 机床夹具的定义 24
4.1.2 机床夹具的功用 25
4.1.3 机床夹具的分类 25
4.1.4机床夹具的设计特点 25
4.1.5机床夹具的设计要求 26
4.2 钻模的设计 26
4.3 钻套的设计 30
结论 34
参考文献 35
致 谢 36
毕业设计总结 37
|
