法兰盘零件的加工工艺与设计(含任务书,开题报告,外文翻译,毕业论文说明书14500字,进度检查表,CAD图纸4张)
摘要
法兰盘是一种盘状零件,法兰盘也叫法兰,成对使用。为了保证产品的质量,提高加工效率,需要对其加工工艺进行优化设计,并在关键工序使用专用机床进行加工。本课题即以此为背景,要求学生根据企业生产需要和支座体零件的加工要求,首先完成零件的加工工艺规程设计,在此基础之上,选择其关键工序之一进行专用夹具设计,并完成必要的设计计算。通过查阅相关资料,了解法兰盘用途,性能,特点,看懂零件图,确定毛坯,绘制毛坯图,拟定法兰盘工艺路线,制作工艺卡片等。近几年来,我国在法兰的制造领域和研发领域取得了一定的突破。机械制造工业是为社会提供各种机械设备的部门,在国家的发展中起到很重要的地位,其发展规模及水平反映了一个国家经济实力科技水平的标志。此设计是在大学即将结束前学完了所有学校所安排的课程及实习后所面临的一次考察,是一次理论加实践的一次训练。强化了我们对基础知识和技能的理解和应用程度,培养了我们一定的理论分析,设计运算能力,论证能力,搜集资料能力。在我们四年的大学生活中占很重要作用。
关键词:法兰盘;工艺卡片;毛坯图;夹具设计
Abstract
Flange is a discoid parts, flanges, also called flange, used in pairs. In order to ensure product quality, improve processing efficiency, it is needed to optimize the processing technology, and the use of special machine tool for processing in the critical process. This issue is based on the background, ask the students to production and processing enterprises need and a support body parts requirements, complete the components processing technological process design first, on this basis, choose one of the key process of special fixture design, and completes the essential design calculation. Through access to relevant information, understand the flange uses, properties, characteristics, understand the part drawing, determine blank, drawing blank map, formulate flange process route, process cards etc.. In recent years, China has made certain breakthrough in the field of manufacturing and flange. Machinery manufacturing industry is to provide all kinds of machinery and equipment of the Department for the society, play a very important role in the development of the nation, the development scale and level reflects the symbol of economic strength of a country's scientific and technological level. This design is in the University before the end of the finished all the work of school curriculum and a study faced after practice, is a theoretical and practical training session. To strengthen our on the basic knowledge and skills to understand and apply, cultivate our analysis the theory, design and operation ability, reasoning ability, ability to collect information. Plays an important role in our four years of University life.
Key words: flange; process card; rough map; fixture design
本课题的研究内容如下:
( 1 )查阅相关法兰盘资料书籍,初步了解法兰盘用途,特点,性能等情况。
( 2 )确定该法兰盘零件属于大批量生产及其工艺特征。
( 3 )仔细看懂零件图,根据图中的技术要求以及尺寸,看其各项条件是否准确合理 及其工艺能否达到要求。
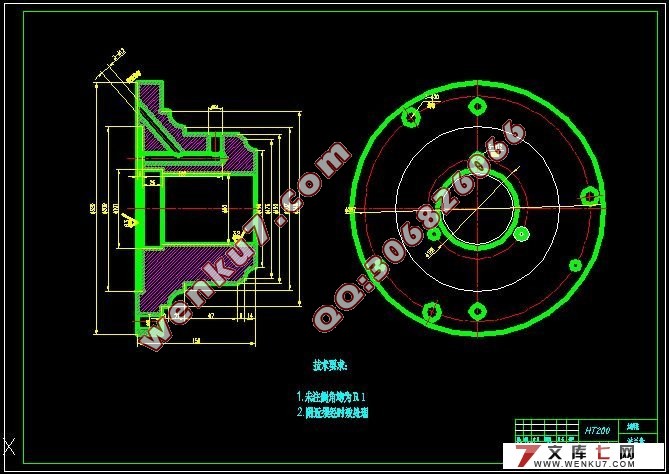
( 4 )确定毛坯,绘制毛皮图。毛坯种类对提高生产率,降低成本,节约材料有很大影响,根据零件结构选择毛坯。
( 5 )拟定法兰盘工艺路线。加工余量,工序尺寸及其公差的确定。确定切削量及其工时。分出工序,安装或工位及工步等。通过查阅《切削用量手册》《机械加工工艺手册》来确定工序使用的刀具、机床型号、进刀量、夹具及量具等等。
( 6 )制作工艺卡片。填写完成后,认真检查卡片中的数据是否有错误。
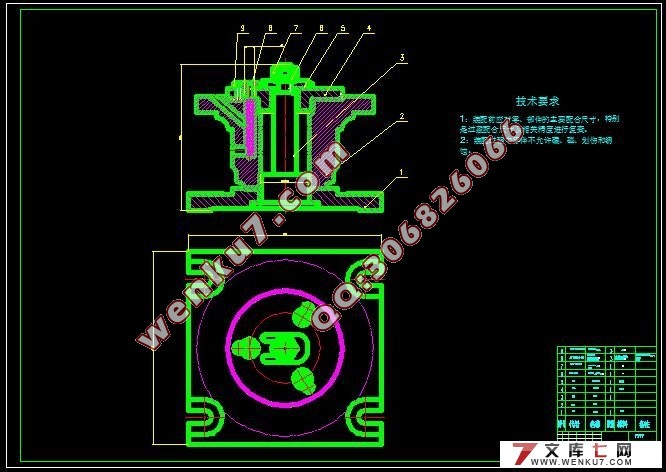
( 7 )设计斜孔与径向孔钻模。
( 8 )设计说明书。完成后,认真检查说明书是否有错误。
( 9 )整理好毕业设计所有的材料,确定无误后装好 。
法兰盘零件的工艺分析
由零件图可知,此零件属于回转体零件,需要加工所有的表面。虽然表面
粗糙度有些偏高,但各个加工表面的加工精度不难获得,加工的时候一定要注意基准的选择。
加工精度低的表面通过钻床车削粗加工就可以了,不需要高精度的机床加工,主要表面加工要求在莫床上才能达到要求,因为它的粗糙度要求比较高,也可以在平常的生产条件下加工出来,它采用比较经济的方法,这样还可以看出来零件的工艺性好。
该法兰盘共有两组加工表面,其相互之间也是有要求的,分析如下:以外圆为加工孔的基准,分别镗Φ90,Φ101,Φ209的孔。主要加工Φ90的孔,然后以它为中心然后加工直径17.5的孔,3-20直孔,3-12斜孔,通过分析可知,这两组加工表面,可以先加工其中的一组,再通过夹具把另一组表面也加工完成 ,并且保证好它们的精度.

目 录
摘 要 III
ABSTRACT IV
目 录 V
1 绪论 1
1.1本课题的研究内容和意义 1
1.2国内外的发展概况 1
1.3本课题应达到的要求 1
2 法兰盘的工艺分析及生产类型的确定 3
2.1 法兰盘零件的用途 3
2.2 法兰盘零件的工艺分析 3
2.3 确定生产纲领和生产类型 5
3 确定毛坯绘制毛坯图 6
3.1 选择毛坯 6
3.2 确定尺寸公差及加工余量 6
4 拟定法兰盘工艺路线 7
4.1 精基准的选择 7
4.2 粗基准的选择 7
4.3 加工阶段的划分 7
4.4 工序集中及分散 7
4.5 工艺路线的选择 7
4.5.1 工艺路线方案一 7
4.5.2 工艺路线方案二 7
4.6 工艺方案的分析 8
4.7 最终的加工工艺过程 8
5 加工余量,工序尺寸及公差的确定 9
5.1 加工余量的确定 9
5.2 工序尺寸和公差的确定 9
5.3 Φ320mm外圆加工余量,工序尺寸和公差的确定 10
5.4 Φ248MM 外圆加工余量,工序尺寸和公差的确定 11
5.5 Φ320mm左端面加工余量,工序尺寸和公差的确定 12
6 确定切削用量及基本工时 16
6.1 合理选择切削用量 16
6.1.1 背吃刀量ap的选择 16
6.1.2 进给量f的选择 16
6.1.3 切削速度VC的选择 16
6.2 粗加工切削用量选择原则 17
6.2.1切削深度选择 18
6.2.2进给量选择 18
6.2.3切削速度选择 18
6.3精加工时切削用量的选择原则 18
6.3.1 切削深度选择 18
6.3.2 进给量选择 18
6.3.3 切削速度选择 18
7 孔的夹具设计 19
7.1 研究原始资料,确定夹具的设计方案 19
7.1.1 分析工件并确定定位方案 19
7.2 确定夹具总装配图的设计 19
7.2.1 钻模的选择 19
7.2.2 钻模板的选择 20
7.2.3 钻套的选择与设计 20
7.2.4夹具体定位元件的确定 21
7.2.5工件定位元件的确定 21
7.2.6 回转分度装置 23
7.2.7 对定分度装置机构 23
7.2.8 定位器原理 23
7.3 夹具的总装配与原理 24
8 法兰盘的夹具设计 25
8.1定位基准的选择 25
8.1.1 选择定位基准的基本方法 25
8.1.2 粗基准的选择 25
8.1.3 精基准的选择 25
8.2确定切削用量及基本工时 25
8.2.1 车Φ320MM端面和外圆 26
8.2.2 半精车Φ320MM端面和外园 26
8.2.3 钻Φ3-12MM孔 27
8.3定位误差分析 27
8.4夹具设计及操作的简要说明 27
致 谢 29
参考文献 30
附录 31
|
