ТщЛЈзъТна§ВлМгЙЄМАЦфГЩаЮЯГЕЖЩшМЦ(КЌCADЭМ,UGШ§ЮЌЭМ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK719002 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK719002
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ТщЛЈзъТна§ВлМгЙЄМАЦфГЩаЮЯГЕЖЩшМЦ(КЌCADЭМ,UGШ§ЮЌЭМ)(ЭтЮФЗвы,ТлЮФЫЕУїЪщ10000зж,CADЭМ1еХ,UGШ§ЮЌЭМ1еХ)
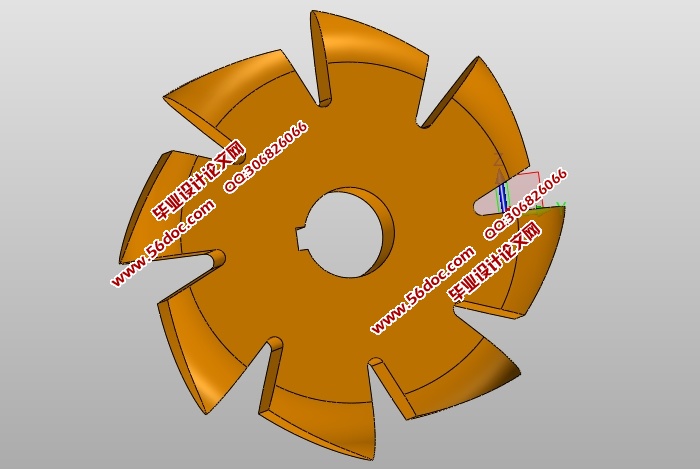
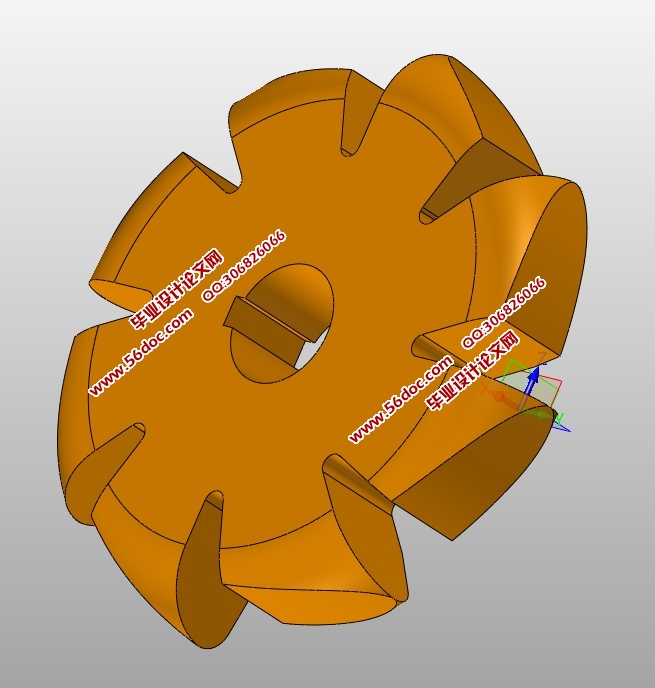
еЊвЊЃКТщЛЈзъЪЧШеГЃЩњВњгыЩњЛюжазюГЃгУЕФПзМгЙЄЕЖОпЃЌашЧѓСПОоДѓЃЌЪЙгУГЩаЮЯГЕЖМгЙЄЪЧЦфТна§ВлГЩаЮЕФживЊЗНЗЈжЎвЛЃЌвђДЫМгЙЄТщЛЈзъТна§ВлгІЕБЩшМЦКЯЪЪЕФГЩаЮЯГЕЖЁЃБОЮФжївЊбаОПСЫМгЙЄТщЛЈзъГЩаЮЯГЕЖЕФЩшМЦЗНЗЈЃЌВЂЗТецФЃФтГЩаЮЯГЕЖМгЙЄТщЛЈзъЁЃЭЈЙ§ЖдГЩаЮЯГЕЖЕФРЊаЮгыНсЙЙНјааЩшМЦМЦЫуЩшМЦГіКЯЪЪЕФГЩаЮЯГЕЖЃЌЬсЩ§МгЙЄТна§ВлЕФаЇТЪЃЌДгЖјЬсЩ§СЫТщЛЈзъЕФЩњВњаЇТЪЁЃ
ЙиМќДЪЃКГЩаЮЯГЕЖ ЃЛТщЛЈзъЃЛдЫЖЏЗТец
The machining of spiral groove and the design of forming milling cutter
Abstract:Twist drill is commonly used in the daily production and life of hole machining tool, and the huge demand, use forming milling cutter machining is one of the important methods of the spiral groove forming, so the processing of twist drill spiral groove shall be design suitable forming milling cutter. This paper mainly studies the design method of machining twist drill, and simulates the machining of twist drill. Through the design and calculation of the profile and structure of the formed milling cutter, the suitable forming milling cutter is designed to improve the efficiency of spiral groove, thus improving the production efficiency of the twist drill.
KeywordsЃКForming milling cutterЃЌTwist drillЃЌMotion simulation
2.1ИХЪі
ТщЛЈзъЪЧзюЩњВњжазюГЃгУЕФПзМгЙЄЕЖОпЃЌМШПЩвддкЪЕаФЕФЮяЬхЩЯНјаазъПзвВПЩвддкдгаЕФПзЩЯНјааРЉДѓЃЌПЩМгЙЄЕФЗЖЮЇЮЊ0.1mmжС80mmЁЃвЛАуГЃгУЕФТщЛЈзъЮвЕФТна§ВлЮЊСНЬѕЃЌЦ№ЕМЯђЧаЯївдМАХХаМЕФзїгУЁЃТщЛЈзъжївЊМгЙЄОЋЖШНЯЕЭЛђепДжВкЖШНЯИпЕФПзЃЌИљОнЦфВФСЯВЛЭЌПЩЗжЮЊЬМЫиИжТщЛЈзъЁЂИпЫйИжТщЛЈзъвдМАгВжЪКЯН№ТщЛЈзъЃЌЯжзюГЃгУЕФТщЛЈзъЮЊИпЫйИжТщЛЈзъЁЃ
2.2БъзМТщЛЈзъЕФНсЙЙ
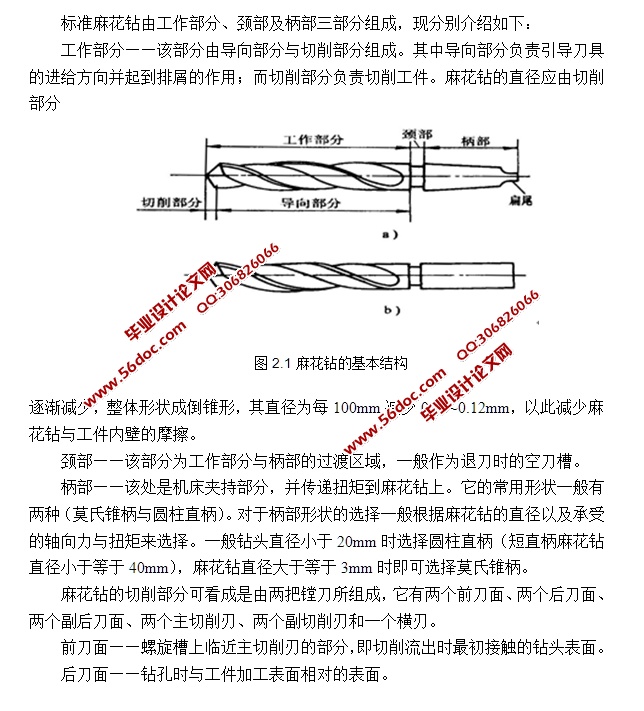
БъзМТщЛЈзъгЩЙЄзїВПЗжЁЂОБВПМАБњВПШ§ВПЗжзщГЩЃЌЯжЗжБ№НщЩмШчЯТЃК
ЙЄзїВПЗж——ИУВПЗжгЩЕМЯђВПЗжгыЧаЯїВПЗжзщГЩЁЃЦфжаЕМЯђВПЗжИКд№в§ЕМЕЖОпЕФНјИјЗНЯђВЂЦ№ЕНХХаМЕФзїгУЃЛЖјЧаЯїВПЗжИКд№ЧаЯїЙЄМўЁЃТщЛЈзъЕФжБОЖгІгЩЧаЯїВПЗж
ЭМ2.1ТщЛЈзъЕФЛљБОНсЙЙ
ж№НЅМѕЩйЃЌећЬхаЮзДГЩЕЙзЖаЮЃЌЦфжБОЖЮЊУП100mmМѕЩй0.03~0.12mmЃЌвдДЫМѕЩйТщЛЈзъгыЙЄМўФкБкЕФФІВСЁЃ
ОБВП——ИУВПЗжЮЊЙЄзїВПЗжгыБњВПЕФЙ§ЖЩЧјгђЃЌвЛАузїЮЊЭЫЕЖЪБЕФПеЕЖВлЁЃ
БњВП——ИУДІЪЧЛњДВМаГжВПЗжЃЌВЂДЋЕнХЄОиЕНТщЛЈзъЩЯЁЃЫќЕФГЃгУаЮзДвЛАугаСНжжЃЈФЊЪЯзЖБњгыдВжљжББњЃЉЁЃЖдгкБњВПаЮзДЕФбЁдёвЛАуИљОнТщЛЈзъЕФжБОЖвдМАГаЪмЕФжсЯђСІгыХЄОиРДбЁдёЁЃвЛАузъЭЗжБОЖаЁгк20mmЪБбЁдёдВжљжББњЃЈЖЬжББњТщЛЈзъжБОЖаЁгкЕШгк40mmЃЉЃЌТщЛЈзъжБОЖДѓгкЕШгк3mmЪБМДПЩбЁдёФЊЪЯзЖБњЁЃ
ТщЛЈзъЕФЧаЯїВПЗжПЩПДГЩЪЧгЩСНАбялЕЖЫљзщГЩЃЌЫќгаСНИіЧАЕЖУцЁЂСНИіКѓЕЖУцЁЂСНИіИБКѓЕЖУцЁЂСНИіжїЧаЯїШаЁЂСНИіИБЧаЯїШаКЭвЛИіКсШаЁЃ
ЧАЕЖУц——Тна§ВлЩЯСйНќжїЧаЯїШаЕФВПЗжЃЌМДЧаЯїСїГіЪБзюГѕНгДЅЕФзъЭЗБэУцЁЃ
КѓЕЖУц——зъПзЪБгыЙЄМўМгЙЄБэУцЯрЖдЕФБэУцЁЃ
ИБКѓЕЖУц——зъПзЪБгыЙЄМўМгЙЄБэУцЯрЖдЕФБэУцЁЃ
жїЧаЯїШа——ЧАЕЖУцгыКѓЕЖУцЯрНЛЖјаЮГЩЕФШаПкЁЃ
ИБЧаЯїШа——ЧАЕЖУцгыИБКѓЕЖУцЯрНЛЖјаЮГЩЕФШаПкЁЃ
КсШа——СНИіКѓЕЖУцЯрНЛЖјаЮГЩЕФШаПкЁЃ
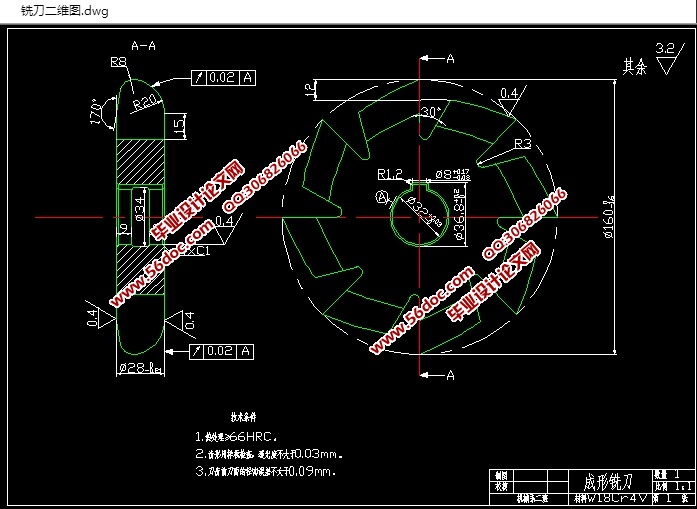
2.2ТщЛЈзъЛљБОВЮЪ§гыВФСЯбЁдё
гЩЩшМЦЬтФПТщЛЈзъЕФжБОЖЮЊ40mmЃЌПЩжЊТщЛЈзъЕФТна§НЧЮЊ30°ЃЌЗцНЧЮЊ118°ЃЌКѓНЧЮЊ8°ЃЌКсШааБНЧЮЊ40°——60°ЃЌШаПэ23.6mmЃЌШаДјПэ2.1mmЁЃ
ТщЛЈзъЕФВФСЯВЩгУЬМЫиЙЄОпИжT10ЃЌИУВФСЯЪЙгУНЯЮЊЙуЗКЃЌГЃгУгкжЦзїИїжжЖдЧаЯїСІвЊЧѓНЯЕЭЃЌЧаЯїЬѕМўНЯВюЧвОпгаЗцРћЕЖПкЕФЕЖОпЃЌШчТщЛЈзъЕШЁЃ

ФП ТМ
еЊвЊ I
Abstract II
ЕквЛеТаїТл 1
1.1баОПЕФФПЕФМАвтвх 1
1.2ЙњФкЭтбаОПЯжзД 1
1.3баОПФкШн 2
1.4аЁНс 3
ЕкЖўеТТщЛЈзъ 4
2.1ИХЪі 4
2.2БъзМТщЛЈзъЕФНсЙЙ 4
2.2ТщЛЈзъЛљБОВЮЪ§гыВФСЯбЁдё 5
2.3аЁНс 6
ЕкШ§еТГЩаЮЯГЕЖ 7
3.1ИХЪі 7
3.2ГЩаЮЯГЕЖЕФВФСЯбЁдё 7
3.3ГЩаЮЯГЕЖЕФРЊаЮЩшМЦ 7
3.4ГЩаЮЯГЕЖЕФММЪѕЬѕМў 15
3.5ГЩаЮЯГЕЖЙЄзїЭМ 16
3.6аЁНс 16
ЕкЫФеТТщЛЈзъгыГЩаЮЕФНЈФЃКЭЗТец 17
4.1ugЕФИХЪі 17
4.2ЕЖОпЕФНЈФЃ 17
4.2.1ТщЛЈзъЕФНЈФЃ 17
4.2.2ГЩаЮЯГЕЖЕФНЈФЃ 21
4.2.3ЦфЫќВПЗжЕФНЈФЃ 24
4.3ЙЄМўЕФзАХф 26
4.4дЫЖЏЗТец 27
4.5аЁНс 28
ЕкЮхеТзмНс 29
5.1змЬхЦРМл 29
5.2ГЩЙћеЙЭћ 29
ВЮПМЮФЯз 30
жТаЛ 31
ИНТМAЭтЮФЮФЯз 32
ИНТМBжаЮФЗвы 46
|
