发动机连杆加工工艺及夹具设计(含CAD零件图夹具图,工艺卡,工序卡)(论文说明书8500字,CAD图纸7张,工艺卡,工序卡)
摘 要
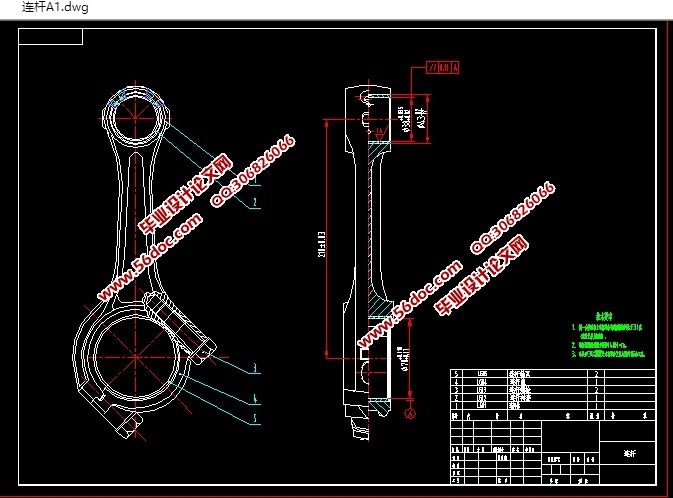
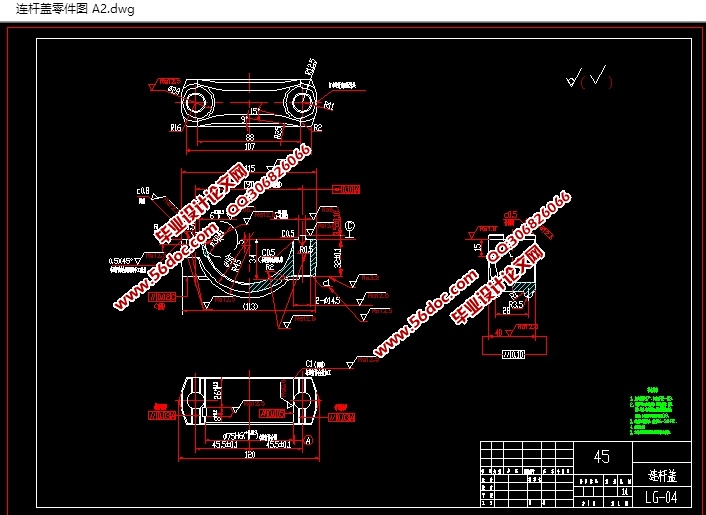
本篇毕业设计主要针对发动机连杆加工工艺及夹具设计的介绍,对连杆体零件进行工艺性分析,包括加工工艺的选择和制定,还包括各工序的切削用量及基本工时的计算等等。在拟定工艺过程当中,要肯定连杆大小头孔加工各工序的安设和该工步必要的工步,机床的进给量和该加工工序的机床,机床的主轴转速和切削速度跟切削的深度。
本次所设计的发动机连杆加工工艺及夹具设计,将会本着“高效”、“高质”的原则进行,通过对工件进行工艺分析,加工工艺方案的拟定到切削用量及基本工时的计算,随后就是夹具的设计等等。
关键词 连杆,工艺,进给量,夹具设计
Abstract
This paper mainly introduced in honing rod machining process and fixture design of the size of the first hole, on the technical analysis of the connecting rod body parts, and the formulation includes selection of processing technology, including cutting consumption and basic man hour of each process calculation and so on. In the development process, make sure the process of connecting rod small head hole of installation and the steps necessary step, feeding machine and the processes of machine tools, machine tool spindle speed and cutting speed and cutting depth.
Honing rod mechanical processing technology and fixture design of the size of the first hole of the design, will be the spirit of "high", "high quality" principle, through the analysis of the technology of the workpiece, proposed to calculate cutting consumption and basic man hour process planning, fixture design, and then.
Key words:feed ,honing ,fixture,design
1.1连杆的加工工艺
1.1.1确定毛坯的制作形式
确定毛坯件的制作形式,主要应该从以下几个方面来考虑:
(1)零件的力学性能 相同的材料采用不同的毛坯制造形式,其力学性能有所不同。铸件的强度。压力浇注和压力浇注的铸件,金属型浇注的铸件,砂型浇注的铸件依次递减;钢质零件的铸造毛坯,其力学性能高于钢质棒料和铸钢件。
( 2) 零件的结构形状和外形轮廓 形状复杂、力学性能要求不高可采用锻钢件。形状复杂和壁薄的毛坯不宜采用金属型锻造。尺寸较大的毛坯,不宜采用模锻、压铸和精铸,多采用砂型铸造和自由锻造。外形复杂较小的零件宜采用精密的锻造方式,以免机械加工。其直径相差不大的阶梯轴宜采用棒料,相差较大时宜采用锻件。
(3)生产纲领和生产批量 生产纲领大时宜采用高精度与高生产率的毛坯制造方式,生产纲领小时,宜采用设备投资小的毛坯制造方法。
(4)现场生产条件和发展 应经过技术经济分析和论证。
该零件的材料为铸件,考虑到零件的形式及结构较为简单,所受的冲击力不大,且是大批生产,根据《机械制造工艺设计简明手册》表1.3—1,选择铸造中的翻砂铸造。其强度 =145MPa,硬度为160—180HBS。
目 录
绪 论 1
第一章 工艺规程设计 1
1.1 连杆的加工工艺 2
1.1.1 确定毛坯的制作形式 3
1.1.2 加工工艺方案的确定 4
1.2 生产批量的确定 5
1.3 连杆机械加工工艺路线的制定 5
1.3.1 定位基准的选择 6
1.3.2 加工经济精度和加工方法的选择 7
1.3.3 工序顺序的安排 8
第二章 确定机械加工工序卡内容 10
2.1 机械加工余量及工序尺寸的确定 11
2.2 连杆珩磨小头孔工序图 12
2.3 工时定额的计算 13
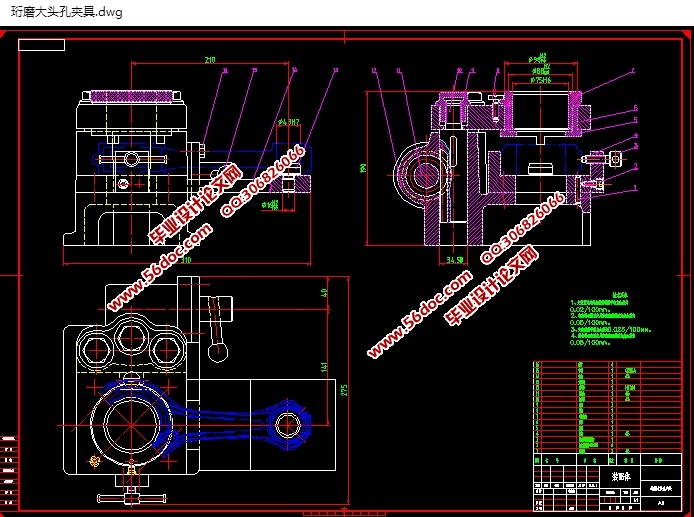
第三章 珩磨连杆大小头内孔夹具设计 14
3.1 珩磨连杆大小头内孔夹具定位方案的设计 15
3.1.1 珩磨连杆大小头内孔加工要求的分析 15
3.1.2 工件在夹具中定位 16
3.1.4 夹具在机床中定位 17
3.1.5 加工精度的保证 17
3.2 珩磨连杆大小头内孔夹具夹紧方案的设计 17
3.2.1正确夹紧的原则 17
3.2.3选择夹紧机构 18
3.3 夹具总体方案设计分析 18
3.3.1 夹具总体结构设计 19
3.3.2 夹具总体结构分析 19
3.4 夹具的使用说明 20
3.5 夹具的技术经济性 21
结论 22
参考文献 23
致谢 24
|
