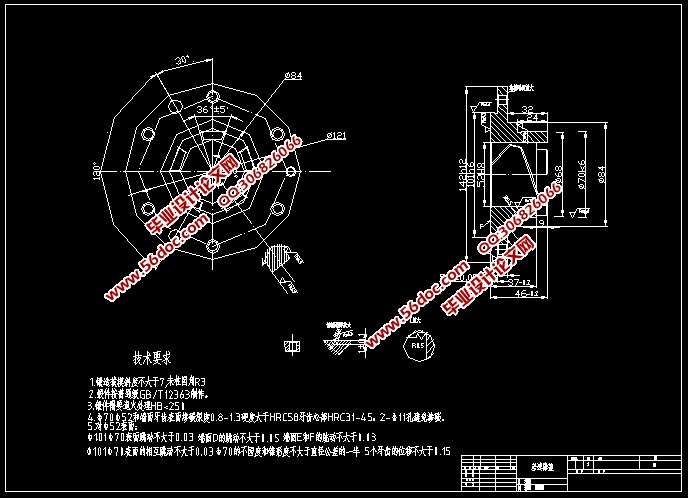
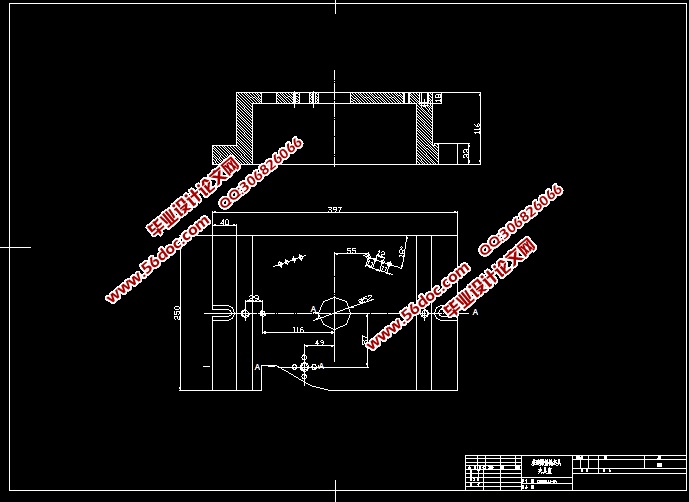
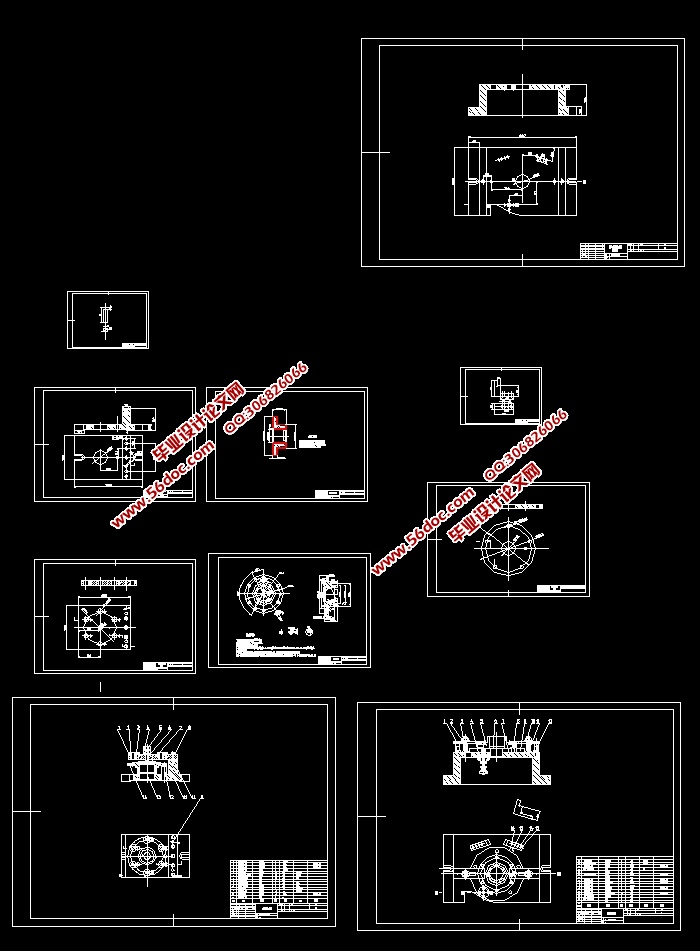
差速器盖的加工工艺规程与夹具设计(含CAD零件图夹具图,工艺卡工序卡) 来源:wenku7.com 资料编号:WK718965 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK718965 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 差速器盖的加工工艺规程与夹具设计(含CAD零件图夹具图,工艺卡工序卡)(论文说明书18000字,CAD图纸10张,工艺卡,工序卡) 摘 要 机加工工艺及工艺装备的设计,主要以设计合适的机械加工工艺规程和工艺系统来保证零件的加工质量并生产出合格的产品为目标,根据工厂的实际情况编制合理的机械加工工艺规程和设计结构合理、装夹准确可靠、操作方便的机床夹具提高生产效率,降低生产成本,提高经济效益。 夹具是用来用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。 夹具的功能保证加工质量提高生产效率,降低生产成本.扩大机床工艺范围减轻工人劳动强度,保证安全生产。 差速器盖是变速箱中的重要部件,差速器盖工作的稳定性、可靠性对变速箱的整机质量至关重要,在参考了有关差速器盖的资料基础上,合理地选择了差速器盖加工方式及工艺流程;差速器盖的生产提供了可靠依据。 本课题是针对为变速箱机械加工工艺及其工装夹具的探讨和设计。论文是按零件图分析→ 相关资料搜集→-产品批量规模→毛坯图设计→分析拟定加工工艺→切削参数分析工时定额计算→工件定位分析→切削力、夹紧力计算→夹具总体构思→夹具草图绘制→夹具装配图绘制→夹具零件图→夹具使用说明等顺序来绪述的。 关键词:差速器盖 工艺工装 工件定位及夹紧 夹具设计 金属机械产品的毛坯种类很多,零件毛坯有多种制造方法。机械零件常用的毛坯有以下几种。 A 铸件作毛坯。按照铸造不同的方法可分为: 1- 砂型铸造 2- 离心铸造 3- 压力金属型铸造 4- 精密铸造 B 锻造类毛坯 C 焊接类毛坯 D 型材毛坯等。 其中自由锻造,木模手工造型,毛坯精度低,余量大。模锻,金属模造型;毛坯精度高,余量小。 由于本零件批量较大和材质要求选用锻件毛坯。 目录 摘 要 1 ABSTRACT 2 第1章 绪论 3 1.1 夹具概念 3 1.2 夹具的主要功能 3 1.3 夹具的分类 3 1.4 夹具的组成 4 1.5 常用定位元件及选用 4 1.6 工件的夹紧 7 1.7 机床夹具的现状及发展方向 10 第二章 零件分析与毛坯设计 13 2.1差速器盖零件分析 13 2-2确定差速器盖毛坯的制造方法 14 2-3机械加工余量及公差等级的确定 14 2-4差速器盖毛坯外形尺寸的确定 15 第三章 差速器盖工艺规程设计 17 3.1工艺规程的作用及制定方法 17 3.2 工件定位基准的选择 19 第四章选择工艺设备与切削用量参数及工时计算 22 4-1确定工艺设备等 22 4-2切削用量参数及工时计算 23 第五章差速器盖铣削夹具设计 25 5.1 夹具设计的准备工作 25 5.2夹具定位原理分析 26 5.3夹具切削力、夹紧力分析 29 5.4差速器盖铣削夹具设计与使用说明 33 第六章差速器盖钻削夹具设计 33 6.1钻夹具定位原理分析 33 6.2钻夹具钻削力、夹紧力分析 34 6.3绘制差速器盖钻削夹具 35 6.4差速器盖钻削夹具设计与使用说明 36 总结与致谢 37 参 考 文 献 38