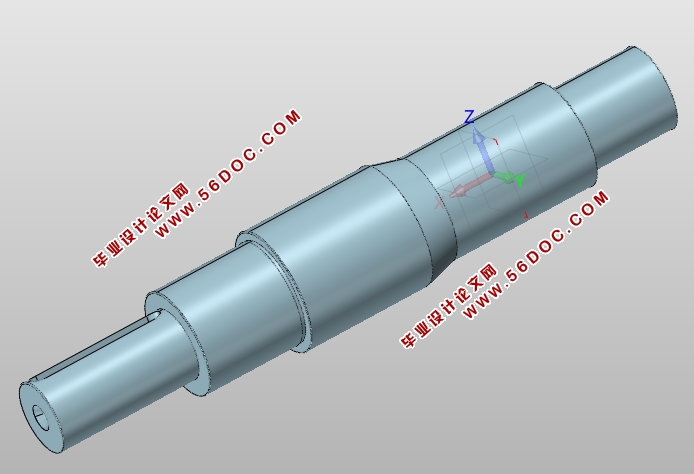
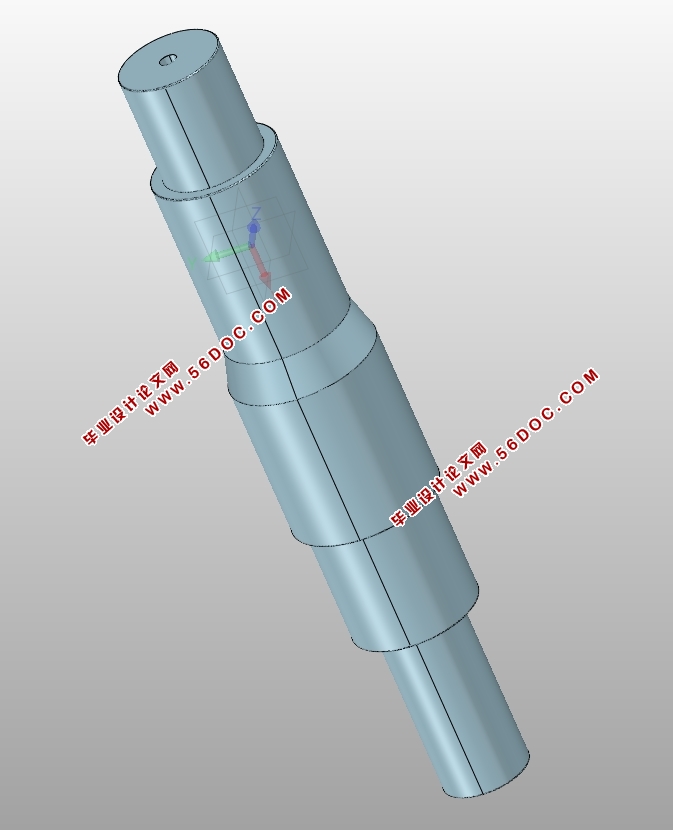
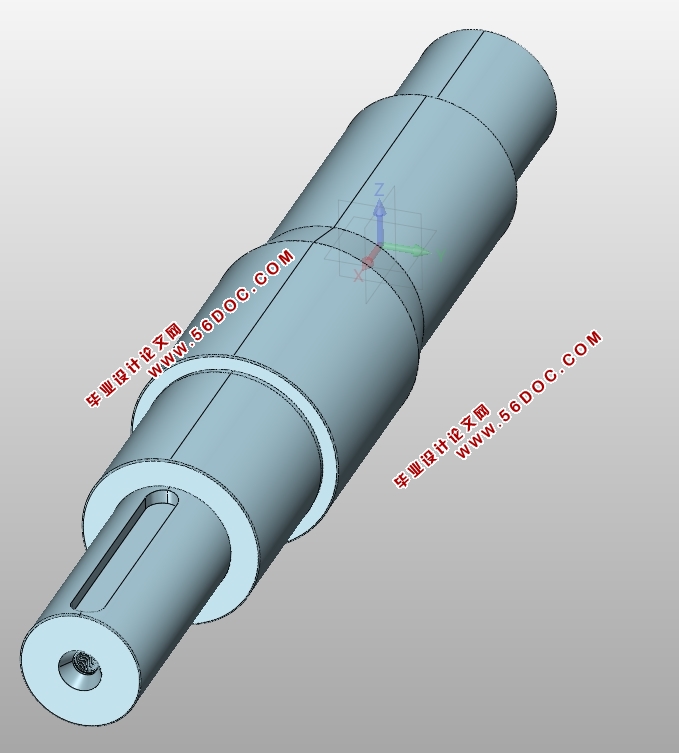
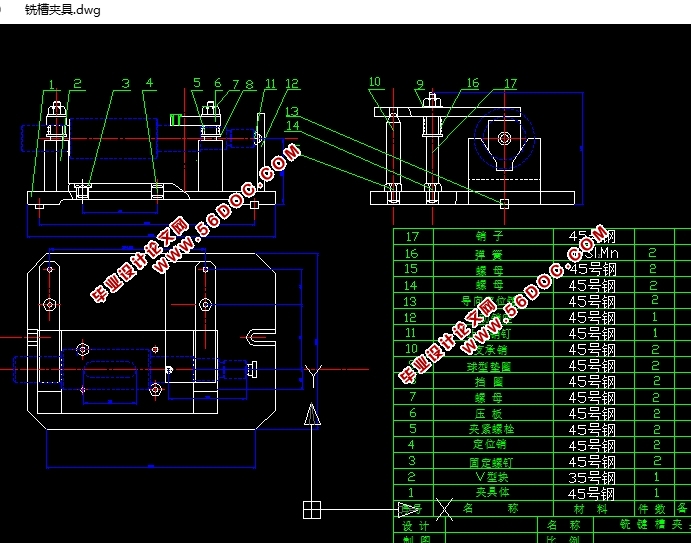
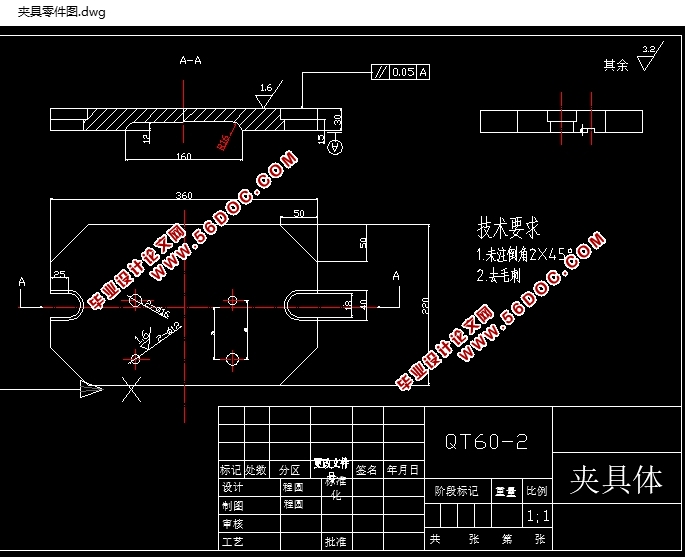
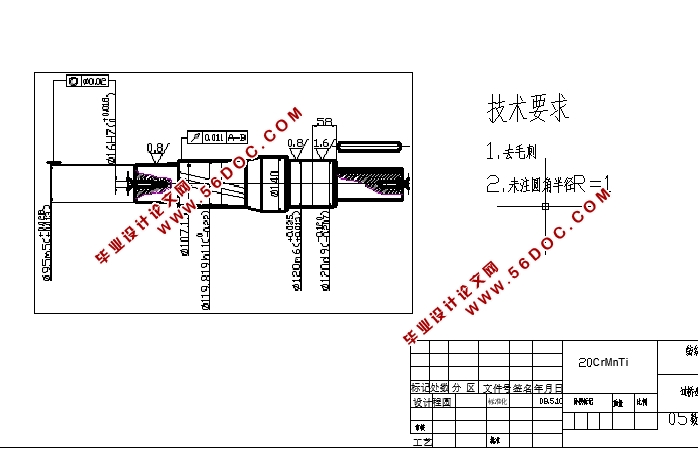
过桥齿轮轴的工艺和工装设计(含CAD图,PROE三维图) 来源:wenku7.com 资料编号:WK718953 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK718953 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 过桥齿轮轴的工艺和工装设计(含CAD图,PROE三维图)(任务书,论文说明书7000字,CAD图纸3张,PROE三维图) 1 零 件 的 分 析 1.1 零件的作用 题目给出的零件是轴类零件(过桥齿轮轴),轴是机械设备中轴承支撑的重要零件之一,它的主要作用是直接支撑回转零件,以实现回转运动并传递转距和动力,如齿轮,车轮,电动机,转子,铣刀等各种作回转运动的零件,都必须安装在轴上,才能实现它们的功用。过桥齿轮轴有联动和传动的作用。由附图1可知,过桥齿轮轴的一端铣有键槽,配合轴与轴上零件的使用;一端滚有斜齿轮,与其他齿轮配合传动。 1.2零件的工艺分析 由附图1可知,析其材料为20CrMnTi。该种材料经过渗碳淬火后强度大,有较高的耐磨性,适用于制造承受中等载荷的耐磨零件。 该零件上的主要加工面为外圆面、键槽、斜齿轮和两个主要中心孔,φ16H7 和ΦM12-6H,其等级精度要求见附图1。 选择定位基准时各外圆的位置公差,采用基准统一原则,即全部以工件的两中心孔定位 。同时也为了保证个外圆的形状与位置公差,在轴的粗加工过程中,用油石顶尖研磨中心孔,中心孔的表面粗糙度Ra值逐次减小,精度也要逐次提高。 为了达到轴的精度要求,逐步消除工件毛坯的复映误差,工序分为粗车,精车,磨削。 零件外圆的粗糙度要求不统一,在加工过程中考虑到时间的原因,先加工到最低等级要求3.2,最后进行研磨达到0.6。有斜齿轮端最外圆公差等级为m5,键槽端外圆公差等级为m6。 有参考文献[1]中有关方面和孔加工的经济精度及机床能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。 目 录 摘要 …………………………………………………………………………………2 英文摘要……………………………………………………………………………2 1、零 件 的 分 析 ………………………………………………………………3 1.1零件的作用…………………………………………………………………3 1.2零件的工艺分析 …………………………………………………………3 2、确定毛坯、画毛坯图…………………………………………………………4 3、工艺规程设计 …………………………………………………………………4 3.1定位基准的选择……………………………………………………………5 3.2制订工艺路线………………………………………………………………6 3.3选择加工设备及刀,夹,量具……………………………………………9 3.4加工工序设计 ……………………………………………………………10 4、夹具设计 ………………………………………………………………………12 4.1夹具设计方案分析 ………………………………………………………12 4.2夹具结构设计计算 ………………………………………………………13 4.3夹具使用说明 ……………………………………………………………13 5、设计小结 ………………………………………………………………………14 6、参考文献 ……………………………………………………………………16 7、致谢 ……………………………………………………………………………17