ЭЦЖЏМмЙЄвеМАМаОпЩшМЦ(КЌCADСуМўЭМзАХфЭМ)(ТлЮФЫЕУїЪщ25000зж,ЭтЮФЗвы,CADЭМ7еХ)
еЊ вЊ
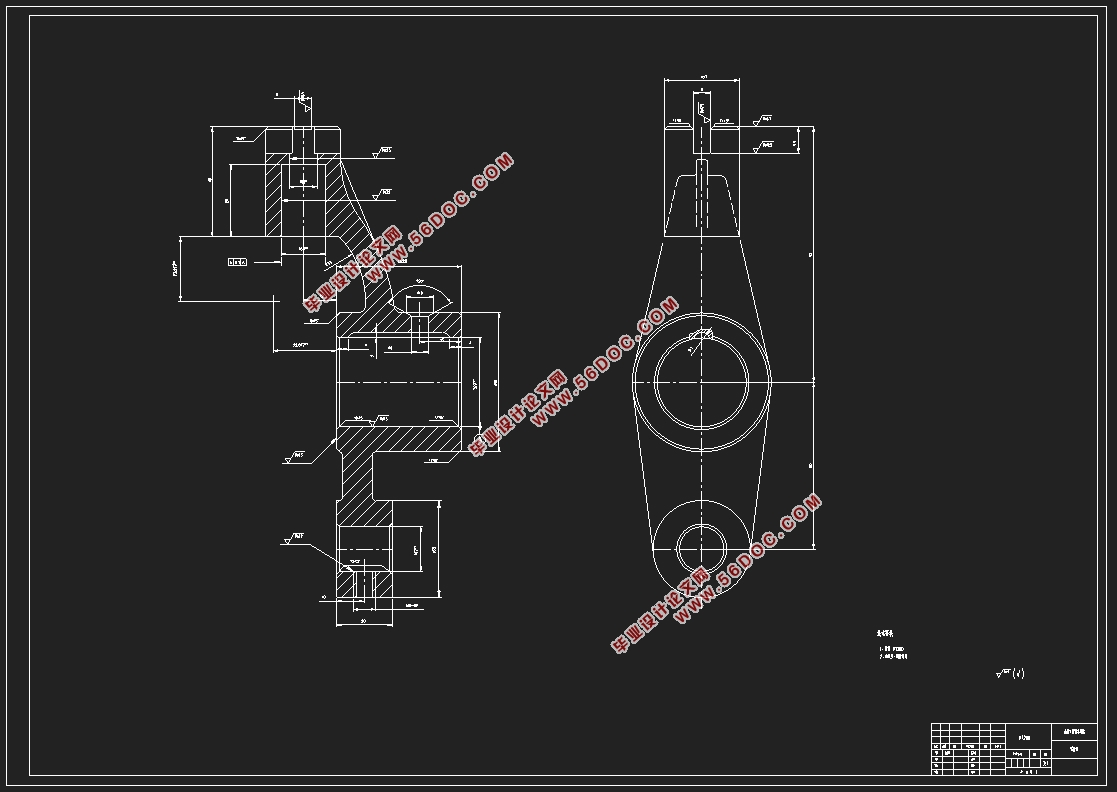
БОЮФЪЧдкЭЦЖЏМмЕФЭМбљЗжЮіКѓНјааЭЦЖЏМмЕФЛњаЕМгЙЄЙЄвеТЗЯпЕФЩшМЦЃЌЭЌЪБАДееЦфжаЕФМгЙЄЙЄађЕФвЊЧѓЩшМЦМаОпЁЃ
ЭЦЖЏМмЕФжївЊМгЙЄФкШнЪЧБэУцКЭПзЁЃЦфМгЙЄТЗЯпГЄЃЌМгЙЄЪБМфЖрЃЌМгЙЄГЩБОИпЃЌСуМўЕФМгЙЄОЋЖШвЊЧѓвВИпЁЃАДееЛњаЕМгЙЄЙЄвевЊЧѓЃЌзёбЯШУцКѓПзЕФддђЃЌВЂНЋПзгыЦНУцЕФМгЙЄУїШЗЛЎЗжГЩДжМгЙЄКЭОЋМгЙЄНзЖЮвдБЃжЄМгЙЄОЋЖШЁЃЛљзМбЁдёвдЕзУцзїЮЊДжЛљзМЃЌвдЕзУцгыСНИіЙЄвеПззїЮЊОЋЛљзМЃЌШЗЖЈСЫЦфМгЙЄЕФЙЄвеТЗЯпКЭМгЙЄжаЫљашвЊЕФИїжжЙЄвеВЮЪ§ЁЃ
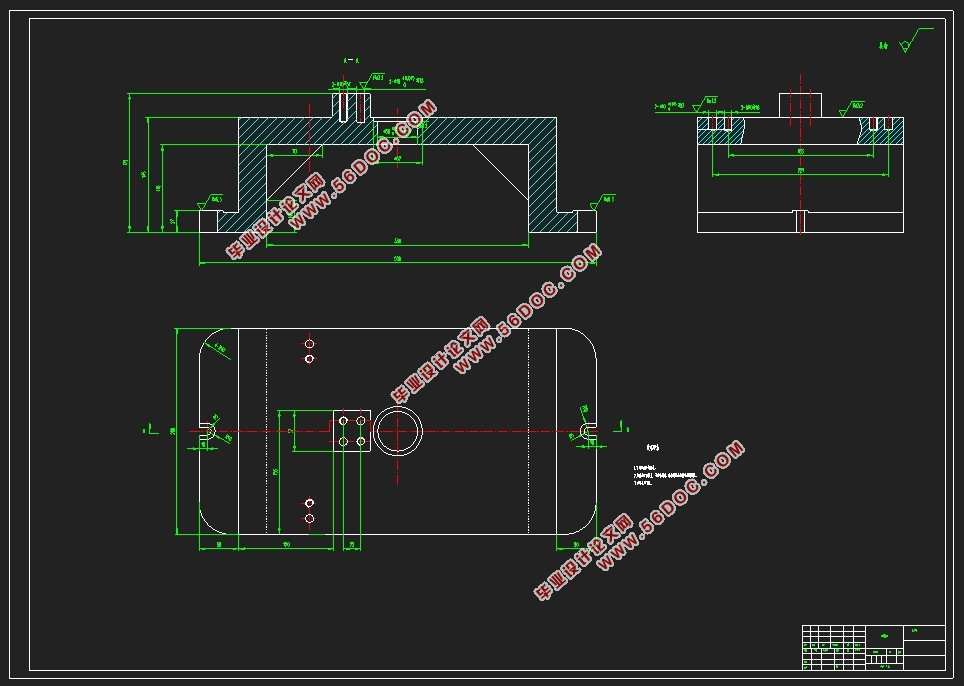
дкСуМўЕФМаОпЩшМЦжаЃЌжївЊЪЧИљОнСуМўМгЙЄЙЄађвЊЧѓЃЌЗжЮігІЯоЕФздгЩЖШЪ§ЃЌНјЖјИљОнСуМўЕФБэУцЬиеїбЁЖЈЖЈЮЛдЊМўЃЌдйЗжЮіЫљбЁЖЈЮЛдЊМўФмЗёЯоЖЈгІЯоздгЩЖШЁЃШЗЖЈСЫЖЈЮЛдЊМўКѓЛЙашвЊбЁдёМаНєдЊМўЃЌзюКѓОЭЪЧШЗЖЈзЈгУМаОпЕФНсЙЙаЮЪНЁЃ
МгЙЄММЪѕЪЧЫцзХЛњДВЕФЩњВњКЭЗЂеЙЖјж№ВНЭъЩЦЕФвЛжжгІгУММЪѕЁЃМгЙЄЙ§ГЬЪЧЭЈЙ§ЛњДВЩЯЕФЕЖОпжБНгИФБфаЮзДЁЂДѓаЁЁЂБэУцЮЛжУКЭБэУцзДЬЌЃЌЪЙЦфГЩЮЊГЩЦЗЛђАыГЩЦЗЕФЙ§ГЬЁЃ ЪЪгУгкЯжДњХњСПМгЙЄЙЄМўЕФЗНЗЈЁЃгЩгкЩчЛсЩњВњСІВЛЖЯЕФНтЗХКЭПЦбЇММЪѕЕФЗЂеЙЃЌМгЙЄММЪѕвВдкВЛЖЯЕФДДаТЃЌЭЦГіБ№ОпвЛИёЕФМгЙЄЗНЗЈЃЌМфНгЭЦЖЏЙњМвЕФЗЂеЙЁЃШчКЮПьЫйгІЖдЫВЯЂЭђБфЕФЪаГЁашЧѓЁЃдкСуМўМгЙЄЩњВњЯпЕФЩшМЦКЭЙцЛЎжаЃЌТњзуДѓжааЭЁЂИпаЇТЪЁЂЕЭГЩБОЩњВњЕФашвЊЪЧвЛИіживЊЕФПМТЧвђЫиЁЃЛњДВМгЙЄЕФШсадЩњВњЯпЕФИпЫйЧаЯїММЪѕвбГЩЮЊДѓХњСПМгЙЄЕФЗЂеЙЗНЯђЁЃБОЮФЕФжїЬтЪЧЭЦЖЏМмСуМўЕФЙЄвеЙЄзАЩшМЦЁЃ
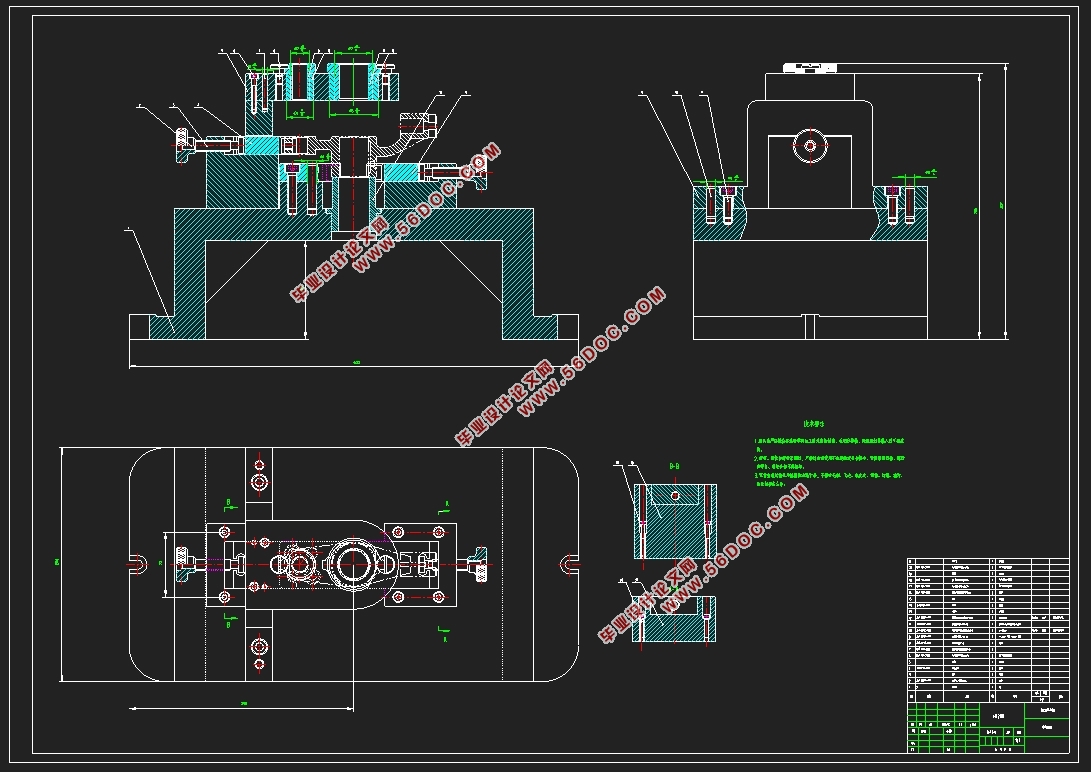
дкЭЦЖЏМмМгЙЄЙ§ГЬжаЃЌЩшМЦЛњаЕСуМўЕФМгЙЄЙЄвеЙцЛЎЁЃЦфжївЊФкШнАќРЈВПМўВњЦЗЕФНсЙЙЬиЕуЁЂаЮзДГпДчКЭММЪѕвЊЧѓЕШЃЌЗжЮіЦфСуМўЕФзїгУЕШЃЌдкетЛљДЁЩЯЃЌШЗЖЈУЋХїЕФРраЭЃЌЛцжЦУЋХїЭМЁЃНјааЛљУцЕФбЁдёЃЌШЗЖЈМгЙЄЙ§ГЬжаЕФДжЛљзМКЭОЋЛљзМЁЃИљОнбЁКУЕФЛљзМЃЌжЦЖЉЙЄвеТЗЯпЁЃЗжЮіВЂгХЛЏСуМўЕФМгЙЄТЗЯпЁЃ КЯРэЕФбЁдёЕЖОпЁЂЛњДВЁЂСПОпЕШМгЙЄЩшБИЃЌМЦЫудкМгЙЄЙ§ГЬЕФРэТлЩЯЕФЧаЯїВЮЪ§ЁЂЛљБОЙЄЪБЁЃЙиМќЪЧОіЖЈГіИїИіЙЄађЕФЙЄвезАБИМАЧаЯїгУСПЁЃзюКѓЩшМЦСуМўЕФзЈгУМаОпЃЌЗжЮіЦфЖЈЮЛЮѓВюЁЂЧаЯїСІЁЂМаНєСІЕШВЮЪ§ЃЌМЦЫуДЫМаОпЪЧЗёГЩСЂЁЃФбЖШЪЧдкЩшМЦЙ§ГЬжаЃЌКЯРэЕФбЁдёЪ§ОнЁЃМгЩюРэНтКЭеЦЮеМгЙЄЙЄвеЃЌЧаЯїМгЙЄЕФжЊЪЖгыЪЕМљНсКЯЦ№РДЃЌЪЕЯжБЯвЕЩшМЦЕФбЇЯАКЭЬсИпздЮвЕФзЈвЕЫижЪЁЃ
ЙиМќДЪЃКЭЦЖЏМмЃЛМгЙЄЙЄвеЃЛЙЄађЃЛзЈгУМаОп
Driving Frame Technology and Fixture Design
Abstract
In this paper, after the pattern analysis of the push frame, the design of the mechanical processing process of the push frame is carried out, and the fixture is designed according to the requirements of the processing process.The main processing content of the push frame is surface and hole. Its processing route is long, processing time, processing cost is high, parts processing accuracy requirements are also high. In accordance with the requirements of mechanical processing technology, the principle of "first surface, then hole" is followed, and the processing of hole and plane is clearly divided into rough processing and finishing stages to ensure the processing accuracy. The base plane is chosen as the rough base plane, and the base plane and two process holes are used as the fine datum.In the fixture design of parts, it is mainly based on the requirements of parts processing process, analysis of the limited degree of freedom, and then according to the surface characteristics of parts to select positioning elements, and then analyze the selected position elements can limit the degree of freedom. After determining the positioning element, it is necessary to select the clamping element, and finally determine the structure of the special fixture.Processing technology is a kind of application technology which is gradually improved with the production and development of machine tools. Machining process is the process of changing the shape, size, surface position and surface state of the cutting tool directly on the machine tool to make it into finished or semi-finished products. Suitable for modern batch machining workpiece method. Due to the continuous liberation of social productive forces and the development of science and technology, processing technology is also in constant innovation, innovative achievements unique processing methods, indirectly promote the development of the country. How to quickly respond to the ever-changing market demand. In the design and planning of spare parts production line, it is an important consideration to meet the needs of large and medium-sized, high-efficiency and low-cost production. The high speed cutting technology of flexible production line has become the development direction of mass machining. The theme of this paper is to promote the design of the frame parts process tooling.Design the machining process planning of mechanical parts in the process of pushing frame. Its main content includes the structural characteristics of components, shape and size and technical requirements, etc., analysis of the role of its parts, etc., on this basis, determine the type of blank, draw blank diagram. Base plane selection is carried out to determine the coarse and fine datum in the processing process. According to the selected benchmark, formulate the process line. Analyze and optimize the machining route of parts. Reasonable selection of cutting tools, machine tools, measuring tools and other processing equipment, calculation of the theoretical cutting parameters in the processing process, the basic working hours. The key is to determine the process equipment and cutting parameters of each process. Finally, the special fixture of the parts is designed, and its positioning error, cutting force, clamping force and other parameters are analyzed to calculate whether the fixture is valid. The difficulty is in the design process, the reasonable choice of data. Deepen understanding and master the processing technology, cutting knowledge and practice together, to achieve the graduation design learning and improve my professional quality.
Key words: Push frame processx; processing technology; process; special fixture
2.2 ЭЦЖЏМмЕФЭМбљЗжЮі
дкБржЦЭЦЖЏМмЛњаЕМгЙЄЙЄвеЙцГЬжЎЧАЃЌЪзЯШгІбаОПЭЦЖЏМмЕФЙЄзїЭМбљКЭВњЦЗзАБИЭМбљЃЌЪьЯЄИУВњЦЗЕФгУЭОЁЂадФмМАЙЄзїЬѕМўЃЌУїШЗИУЭЦЖЏМмдкВњЦЗжаЕФЮЛжУКЭзїгУЃЛСЫНтВЂбаОПИїЯюММЪѕЬѕМўжЦЖЈЕФвРОнЃЌевГіЦфжївЊММЪѕвЊЧѓКЭММЪѕЙиМќЃЌвдБудкФтЖЈЙЄвеЙцГЬЪБВЩгУЪЪЕБЕФДыЪЉМгвдБЃжЄЁЃ
ЭЦЖЏМмЕФВФСЯЮЊHT200ЃЌЛвж§ЬњЩњВњЙЄвеМђЕЅЃЌж§дьадФмгХСМЃЌМѕе№адФмСМКУЁЃДЋЖЏЭЦЖЏМмашвЊМгЙЄБэУцвдМАМгЙЄБэУцЕФЮЛжУвЊЧѓЁЃЯжЗжЮіШчЯТЃК
1ЃЉИУСуМўЮЊЛњДВЭЦЖЏМмЃЌжївЊМгЙЄВПЮЛЮЊЦНУцКЭПзЯЕЃЌЦфНсЙЙИДдгЃЌОЋЖШвЊЧѓгжИпЃЌМгЙЄЪБгІзЂвтбЁдёЖЈЮЛЛљзММАМаНєСІЁЃ
2ЃЉВФСЯHT200ЁЃ
3ЃЉж§МўШЫЙЄЪБаЇДІРэЁЃ
2.3 ЙЄвеЗжЮі
дкБржЦСуМўЛњаЕМгЙЄЙЄвеЙцГЬЧАЃЌЪзЯШгІбаОПСуМўЕФЙЄзїЭМбљКЭВњЦЗзАХфЭМбљЃЌЪьЯЄИУВњЦЗЕФгУЭОЁЂадФмМАЙЄзїЬѕМўЃЌУїШЗИУСуМўдкВњЦЗжаЕФЮЛжУКЭзїгУЃЛСЫНтВЂбаОПИїЯюММЪѕЬѕМўжЦЖЉЕФвРОнЃЌевГіЦфжївЊММЪѕвЊЧѓКЭММЪѕЙиМќЃЌвдБудкФтЖЉЙЄвеЙцГЬЪБВЩгУЪЪЕБЕФДыЪЉМгвдБЃжЄЁЃ
ЙЄвеЗжЮіЕФФПЕФЃКвЛЪЧЩѓВщСуМўЕФНсЙЙаЮзДМАГпДчОЋЖШЁЂЯрЛЅЮЛжУОЋЖШЁЂБэУцДжВкЖШЁЂВФСЯМАШШДІРэЕШЕФММЪѕвЊЧѓЪЧЗёКЯРэЃЌЪЧЗёБугкМгЙЄКЭзАХфЃЛЖўЪЧЭЈЙ§ЙЄвеЗжЮіЃЌЖдСуМўЕФЙЄвевЊЧѓгаНјвЛВНЕФСЫНтЃЌвдБужЦЖЉГіКЯРэЕФЙЄвеЙцГЬЁЃ
ОЩѓВщЃЌДЫСуМўЭМЕФГпДчЙЋВюЁЂДжВкЖШЕШЭъЩЦЃЌБэДяЧхГўЁЃ
1ЃЉЛњЦїСуВПМўЪЧЮЊећЛњЙЄзїадФмЗўЮёЕФЃЌСуВПМўНсЙЙЙЄвеадгІЗўДгећЛњЕФЙЄвеадЁЃ
2ЃЉдкТњзуЙЄзїадФмЕФЧАЬсЯТЃЌСуМўдьаЭгІОЁСПМђЕЅЃЌЭЌЪБгІОЁСПМѕЩйСуМўЕФМгЙЄБэУцЪ§СПКЭМгЙЄУцЛ§ЃЛОЁСПВЩгУБъзММўЁЂЭЈгУМўКЭЭтЙКМўЃЛдіМгЯрЭЌаЮзДКЭЯрЭЌдЊЫи(ШчжБОЖЁЂдВНЧАыОЖЁЂХфКЯЁЂТнЮЦЁЂМќЁЂГнТжФЃЪ§ЕШ)ЕФЪ§СПЁЃ
3ЃЉСуМўЩшМЦЪБдкБЃжЄСуМўЪЙгУЙІФмКЭГфЗжПМТЧМгЙЄПЩФмадЁЂЗНБуадЁЂОЋШЗадЕФЧАЬсЯТгІЗћКЯОМУадвЊЧѓЃЌМДгІОЁСПНЕЕЭСуМўЕФММЪѕвЊЧѓ(МгЙЄОЋЖШКЭБэУцжЪСП)ЃЌвдЪЙСуМўБугкжЦдьЁЃ
4ЃЉОЁСПМѕЩйСуМўЕФЛњаЕМгЙЄгрСПЃЌСІЧѓЪЕЯжЩйЛђЮоЧааММгЙЄЃЌвдНЕЕЭСуМўЕФЩњВњГЩБОЁЃКЯРэбЁдёСуМўВФСЯЃЌЪЙЦфЛњаЕадФмЪЪгІСуМўЕФЙЄзїЬѕМўЃЌЧвГЩБОНЯЕЭЁЃ
5ЃЉЗћКЯЛЗОГБЃЛЄвЊЧѓЃЌЪЙСуМўжЦдьКЭЪЙгУЙ§ГЬжаЮоЮлШОЁЂЪЁФмдДЃЌБугкБЈЗЯЁЂЛиЪеКЭдйРћгУЁЃ
ФП ТМ
еЊ вЊ i
Abstract iii
1 аїТл 1
1.1 БОПЮЬтЕФбаОПФкШнКЭвтвх 1
1.2 ЙњФкЭтЕФЗЂеЙИХПі 1
1.3 БОПЮЬтгІДяЕНЕФвЊЧѓ 2
2 ЭЦЖЏМмЕФЭМбљЗжЮі 4
2.1 ЭЦЖЏМмЕФзїгУ 4
2.2 ЭЦЖЏМмЕФЭМбљЗжЮі 4
2.3 ЙЄвеЗжЮі 5
3 ЙЄвеЙцГЬЩшМЦ 7
3.1 ШЗЖЈУЋХїЕФжЦдьаЮЪН 7
3.2 ЖЈЮЛЛљзМЕФбЁдё 9
3.2.1 ДжЛљзМЕФбЁдё 10
3.2.2 ОЋЛљзМЕФбЁдё 11
3.3 ЧаЯївКЕФбЁдё 11
3.4 МьбщЙЄМўЙ§ГЬ 12
3.5 ЗЯЦЗЕФГіЯждвђ 13
3.6 жЪСПГЌВюЕФНтОіЗНЗЈ 13
3.7 ФтЖЈЙЄвеТЗЯп 14
3.7.1 ЛЎЗжМгЙЄНзЖЮ 14
3.7.2 ЙЄађМЏжагыЗжЩЂ 14
3.7.3 АВХХМгЙЄЫГађ 16
3.7.4 ФтЖЈМгЙЄЙЄвеТЗЯп 17
3.8 ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ 18
3.9 СПОпЕФбЁдё 20
3.10 ЕЖОпЕФбЁдё 21
3.11 ШЗЖЈЧаЯїВЮЪ§ 21
4 ЭЦЖЏМмзъПзМаОпЩшМЦ 41
4.1 баОПдЪМжЪСЯ 41
4.2 ЖЈЮЛЁЂМаНєЗНАИЕФбЁдё 41
4.3 СуМўЭМЕФЩшМЦ 42
4.4 зъДВзАХфЭМШЗЖЈ 45
4.5 МаНєзАжУ 46
4.6 ЧаЯїСІМАМаНєСІЕФМЦЫу 47
4.7 ЮѓВюЗжЮігыМЦЫу 49
4.8 МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї 50
Нс Тл 51
ВЮПМЮФЯз 53
ЭтЮФзЪСЯ 54
жТ аЛ 62
|
