ЭЦЖЏМмЙЄвеМАМаОпЩшМЦ(КЌCADМаОпзАХфЭМ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK718910 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK718910
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
ЭЦЖЏМмЙЄвеМАМаОпЩшМЦ(КЌCADМаОпзАХфЭМ)(ТлЮФЫЕУїЪщ24000зж,ЭтЮФЗвы,CADЭМ7еХ)
БОЮФЪЧдкЭЦЖЏМмЕФЭМбљЗжЮіКѓНјааЭЦЖЏМмЕФЛњаЕМгЙЄЙЄвеТЗЯпЕФЩшМЦЃЌЭЌЪБАДееЦфжаЕФМгЙЄЙЄађЕФвЊЧѓЩшМЦМаОпЁЃ
ЭЦЖЏМмЕФжївЊМгЙЄФкШнЪЧБэУцКЭПзЁЃЦфМгЙЄТЗЯпГЄЃЌМгЙЄЪБМфЖрЃЌМгЙЄГЩБОИпЃЌСуМўЕФМгЙЄОЋЖШвЊЧѓвВИпЁЃАДееЛњаЕМгЙЄЙЄвевЊЧѓЃЌзёбЯШУцКѓПзЕФддђЃЌВЂНЋПзгыЦНУцЕФМгЙЄУїШЗЛЎЗжГЩДжМгЙЄКЭОЋМгЙЄНзЖЮвдБЃжЄМгЙЄОЋЖШЁЃЛљзМбЁдёвдЕзУцзїЮЊДжЛљзМЃЌвдЕзУцгыСНИіЙЄвеПззїЮЊОЋЛљзМЃЌШЗЖЈСЫЦфМгЙЄЕФЙЄвеТЗЯпКЭМгЙЄжаЫљашвЊЕФИїжжЙЄвеВЮЪ§ЁЃ
дкСуМўЕФМаОпЩшМЦжаЃЌжївЊЪЧИљОнСуМўМгЙЄЙЄађвЊЧѓЃЌЗжЮігІЯоЕФздгЩЖШЪ§ЃЌНјЖјИљОнСуМўЕФБэУцЬиеїбЁЖЈЖЈЮЛдЊМўЃЌдйЗжЮіЫљбЁЖЈЮЛдЊМўФмЗёЯоЖЈгІЯоздгЩЖШЁЃШЗЖЈСЫЖЈЮЛдЊМўКѓЛЙашвЊбЁдёМаНєдЊМўЃЌзюКѓОЭЪЧШЗЖЈзЈгУМаОпЕФНсЙЙаЮЪНЁЃ
МгЙЄММЪѕЪЧЫцзХЛњДВЕФЩњВњКЭЗЂеЙЖјж№ВНЭъЩЦЕФвЛжжгІгУММЪѕЁЃМгЙЄЙ§ГЬЪЧЭЈЙ§ЛњДВЩЯЕФЕЖОпжБНгИФБфаЮзДЁЂДѓаЁЁЂБэУцЮЛжУКЭБэУцзДЬЌЃЌЪЙЦфГЩЮЊГЩЦЗЛђАыГЩЦЗЕФЙ§ГЬЁЃ ЪЪгУгкЯжДњХњСПМгЙЄЙЄМўЕФЗНЗЈЁЃгЩгкЩчЛсЩњВњСІВЛЖЯЕФНтЗХКЭПЦбЇММЪѕЕФЗЂеЙЃЌМгЙЄММЪѕвВдкВЛЖЯЕФДДаТЃЌЭЦГіБ№ОпвЛИёЕФМгЙЄЗНЗЈЃЌМфНгЭЦЖЏЙњМвЕФЗЂеЙЁЃШчКЮПьЫйгІЖдЫВЯЂЭђБфЕФЪаГЁашЧѓЁЃдкСуМўМгЙЄЩњВњЯпЕФЩшМЦКЭЙцЛЎжаЃЌТњзуДѓжааЭЁЂИпаЇТЪЁЂЕЭГЩБОЩњВњЕФашвЊЪЧвЛИіживЊЕФПМТЧвђЫиЁЃЛњДВМгЙЄЕФШсадЩњВњЯпЕФИпЫйЧаЯїММЪѕвбГЩЮЊДѓХњСПМгЙЄЕФЗЂеЙЗНЯђЁЃБОЮФЕФжїЬтЪЧЭЦЖЏМмСуМўЕФЙЄвеЙЄзАЩшМЦЁЃ
дкЭЦЖЏМмМгЙЄЙ§ГЬжаЃЌЩшМЦЛњаЕСуМўЕФМгЙЄЙЄвеЙцЛЎЁЃЦфжївЊФкШнАќРЈВПМўВњЦЗЕФНсЙЙЬиЕуЁЂаЮзДГпДчКЭММЪѕвЊЧѓЕШЃЌЗжЮіЦфСуМўЕФзїгУЕШЃЌдкетЛљДЁЩЯЃЌШЗЖЈУЋХїЕФРраЭЃЌЛцжЦУЋХїЭМЁЃНјааЛљУцЕФбЁдёЃЌШЗЖЈМгЙЄЙ§ГЬжаЕФДжЛљзМКЭОЋЛљзМЁЃИљОнбЁКУЕФЛљзМЃЌжЦЖЉЙЄвеТЗЯпЁЃЗжЮіВЂгХЛЏСуМўЕФМгЙЄТЗЯпЁЃ КЯРэЕФбЁдёЕЖОпЁЂЛњДВЁЂСПОпЕШМгЙЄЩшБИЃЌМЦЫудкМгЙЄЙ§ГЬЕФРэТлЩЯЕФЧаЯїВЮЪ§ЁЂЛљБОЙЄЪБЁЃЙиМќЪЧОіЖЈГіИїИіЙЄађЕФЙЄвезАБИМАЧаЯїгУСПЁЃзюКѓЩшМЦСуМўЕФзЈгУМаОпЃЌЗжЮіЦфЖЈЮЛЮѓВюЁЂЧаЯїСІЁЂМаНєСІЕШВЮЪ§ЃЌМЦЫуДЫМаОпЪЧЗёГЩСЂЁЃФбЖШЪЧдкЩшМЦЙ§ГЬжаЃЌКЯРэЕФбЁдёЪ§ОнЁЃМгЩюРэНтКЭеЦЮеМгЙЄЙЄвеЃЌЧаЯїМгЙЄЕФжЊЪЖгыЪЕМљНсКЯЦ№РДЃЌЪЕЯжБЯвЕЩшМЦЕФбЇЯАКЭЬсИпздЮвЕФзЈвЕЫижЪЁЃ
ЙиМќДЪЃКЭЦЖЏМмЃЛМгЙЄЙЄвеЃЛЙЄађЃЛзЈгУМаОп
2 ЭЦЖЏМмЕФЭМбљЗжЮі
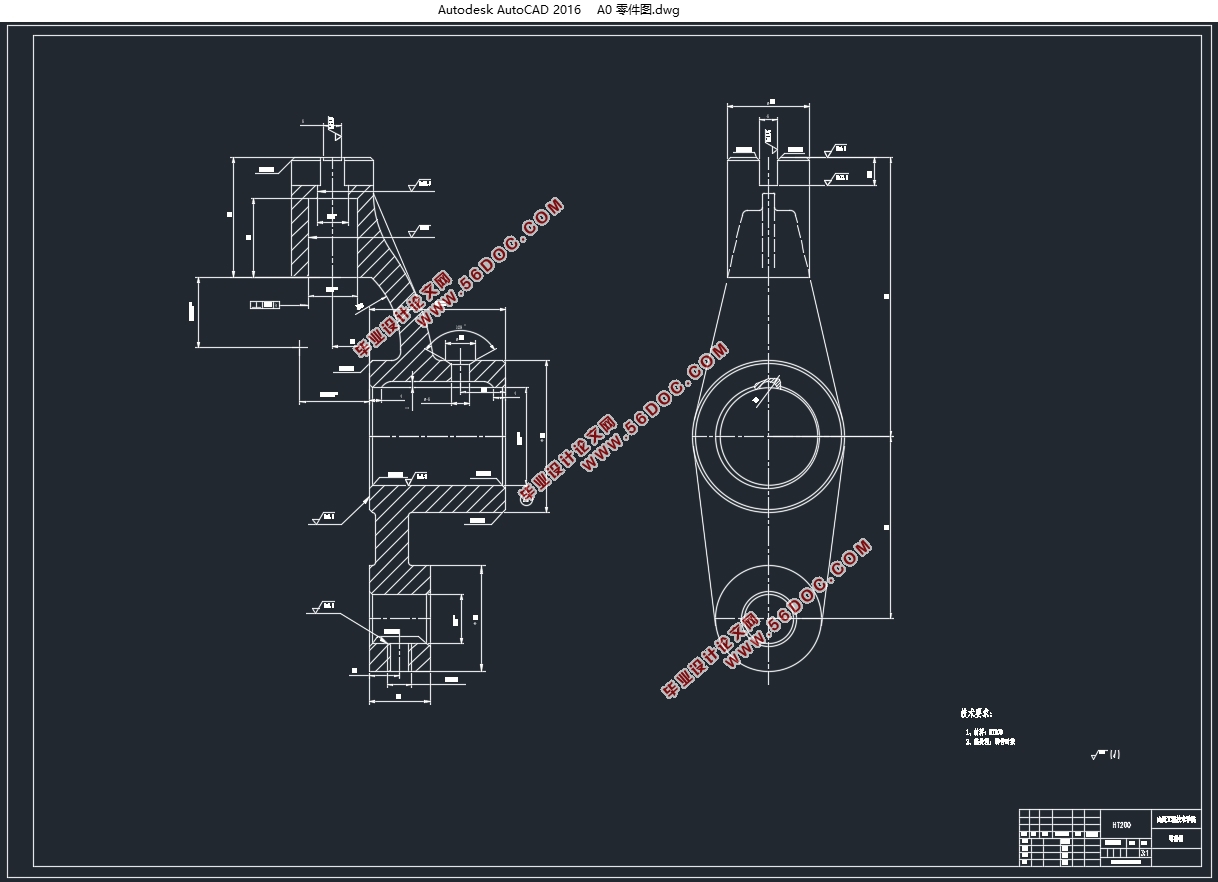
2.1 ЭЦЖЏМмЕФзїгУ
ЭЦЖЏМмЃЌШчЭМ2.1МАЭМ2.2ЫљЪОЃЌЦфжївЊзїгУЪЧЃКЭЦЖЏМмРрСуМўЪЧЛњЦїЛђВПМўЕФЛљДЁСуМўЃЌЭЦЖЏМмЪЧНЋжїЕчЛњДЋРДЕФа§зЊдЫЖЏОЙ§вЛЯЕСаЕФБфЫйЛњЙЙЪЙжїжсЕУЕНЫљашЕФе§ЗДСНжжЗНЯђЕФвЦЖЏЃЌЭЌЪБЭЦЖЏМмЗжГіВПЗжЖЏСІНЋдЫЖЏДЋИјЫПИмЁЃЭЌЪБЫќНЋЛњЦїЛђВПМўжаЕФжсЁЂЬзЁЂГнТжЕШгаЙиСуМўзщзАГЩвЛИіећЬхЃЌЪЙЫќУЧжЎМфБЃГже§ШЗЕФЯрЛЅЮЛжУЃЌВЂАДеевЛЖЈЕФДЋЖЏЙиЯЕаЕїЕиДЋЕндЫЖЏЛђЖЏСІЁЃвђЖјЭЦЖЏМмЪЧжїДЋЖЏЯЕжаЕФЙиМќСуМўЁЃвђДЫЃЌЭЦЖЏМмЕФМгЙЄжЪСПНЋжБНггАЯьЛњЦїЛђВПМўЕФОЋЖШЁЂадФмКЭЪйУќЁЃ
2.2 ЭЦЖЏМмЕФЭМбљЗжЮі
дкБржЦЭЦЖЏМмЛњаЕМгЙЄЙЄвеЙцГЬжЎЧАЃЌЪзЯШгІбаОПЭЦЖЏМмЕФЙЄзїЭМбљКЭВњЦЗзАБИЭМбљЃЌЪьЯЄИУВњЦЗЕФгУЭОЁЂадФмМАЙЄзїЬѕМўЃЌУїШЗИУЭЦЖЏМмдкВњЦЗжаЕФЮЛжУКЭзїгУЃЛСЫНтВЂбаОПИїЯюММЪѕЬѕМўжЦЖЈЕФвРОнЃЌевГіЦфжївЊММЪѕвЊЧѓКЭММЪѕЙиМќЃЌвдБудкФтЖЈЙЄвеЙцГЬЪБВЩгУЪЪЕБЕФДыЪЉМгвдБЃжЄЁЃ
ЭЦЖЏМмЕФВФСЯЮЊHT200ЃЌЛвж§ЬњЩњВњЙЄвеМђЕЅЃЌж§дьадФмгХСМЃЌМѕе№адФмСМКУЁЃДЋЖЏЭЦЖЏМмашвЊМгЙЄБэУцвдМАМгЙЄБэУцЕФЮЛжУвЊЧѓЁЃЯжЗжЮіШчЯТЃК
1ЃЉИУСуМўЮЊЛњДВЭЦЖЏМмЃЌжївЊМгЙЄВПЮЛЮЊЦНУцКЭПзЯЕЃЌЦфНсЙЙИДдгЃЌОЋЖШвЊЧѓгжИпЃЌМгЙЄЪБгІзЂвтбЁдёЖЈЮЛЛљзММАМаНєСІЁЃ
2ЃЉВФСЯHT200ЁЃ
3ЃЉж§МўШЫЙЄЪБаЇДІРэЁЃ
2.3 ЙЄвеЗжЮі
дкБржЦСуМўЛњаЕМгЙЄЙЄвеЙцГЬЧАЃЌЪзЯШгІбаОПСуМўЕФЙЄзїЭМбљКЭВњЦЗзАХфЭМбљЃЌЪьЯЄИУВњЦЗЕФгУЭОЁЂадФмМАЙЄзїЬѕМўЃЌУїШЗИУСуМўдкВњЦЗжаЕФЮЛжУКЭзїгУЃЛСЫНтВЂбаОПИїЯюММЪѕЬѕМўжЦЖЉЕФвРОнЃЌевГіЦфжївЊММЪѕвЊЧѓКЭММЪѕЙиМќЃЌвдБудкФтЖЉЙЄвеЙцГЬЪБВЩгУЪЪЕБЕФДыЪЉМгвдБЃжЄЁЃ
ЙЄвеЗжЮіЕФФПЕФЃКвЛЪЧЩѓВщСуМўЕФНсЙЙаЮзДМАГпДчОЋЖШЁЂЯрЛЅЮЛжУОЋЖШЁЂБэУцДжВкЖШЁЂВФСЯМАШШДІРэЕШЕФММЪѕвЊЧѓЪЧЗёКЯРэЃЌЪЧЗёБугкМгЙЄКЭзАХфЃЛЖўЪЧЭЈЙ§ЙЄвеЗжЮіЃЌЖдСуМўЕФЙЄвевЊЧѓгаНјвЛВНЕФСЫНтЃЌвдБужЦЖЉГіКЯРэЕФЙЄвеЙцГЬЁЃ
ОЩѓВщЃЌДЫСуМўЭМЕФГпДчЙЋВюЁЂДжВкЖШЕШЭъЩЦЃЌБэДяЧхГўЁЃ
1ЃЉЛњЦїСуВПМўЪЧЮЊећЛњЙЄзїадФмЗўЮёЕФЃЌСуВПМўНсЙЙЙЄвеадгІЗўДгећЛњЕФЙЄвеадЁЃ
2ЃЉдкТњзуЙЄзїадФмЕФЧАЬсЯТЃЌСуМўдьаЭгІОЁСПМђЕЅЃЌЭЌЪБгІОЁСПМѕЩйСуМўЕФМгЙЄБэУцЪ§СПКЭМгЙЄУцЛ§ЃЛОЁСПВЩгУБъзММўЁЂЭЈгУМўКЭЭтЙКМўЃЛдіМгЯрЭЌаЮзДКЭЯрЭЌдЊЫи(ШчжБОЖЁЂдВНЧАыОЖЁЂХфКЯЁЂТнЮЦЁЂМќЁЂГнТжФЃЪ§ЕШ)ЕФЪ§СПЁЃ
3ЃЉСуМўЩшМЦЪБдкБЃжЄСуМўЪЙгУЙІФмКЭГфЗжПМТЧМгЙЄПЩФмадЁЂЗНБуадЁЂОЋШЗадЕФЧАЬсЯТгІЗћКЯОМУадвЊЧѓЃЌМДгІОЁСПНЕЕЭСуМўЕФММЪѕвЊЧѓ(МгЙЄОЋЖШКЭБэУцжЪСП)ЃЌвдЪЙСуМўБугкжЦдьЁЃ
4ЃЉОЁСПМѕЩйСуМўЕФЛњаЕМгЙЄгрСПЃЌСІЧѓЪЕЯжЩйЛђЮоЧааММгЙЄЃЌвдНЕЕЭСуМўЕФЩњВњГЩБОЁЃКЯРэбЁдёСуМўВФСЯЃЌЪЙЦфЛњаЕадФмЪЪгІСуМўЕФЙЄзїЬѕМўЃЌЧвГЩБОНЯЕЭЁЃ
5ЃЉЗћКЯЛЗОГБЃЛЄвЊЧѓЃЌЪЙСуМўжЦдьКЭЪЙгУЙ§ГЬжаЮоЮлШОЁЂЪЁФмдДЃЌБугкБЈЗЯЁЂЛиЪеКЭдйРћгУЁЃ

ФП ТМ
еЊ вЊ i
Abstract iii
1 аїТл 1
1.1 БОПЮЬтЕФбаОПФкШнКЭвтвх 1
1.2 ЙњФкЭтЕФЗЂеЙИХПі 2
1.3 БОПЮЬтгІДяЕНЕФвЊЧѓ 3
2 ЭЦЖЏМмЕФЭМбљЗжЮі 4
2.1 ЭЦЖЏМмЕФзїгУ 4
2.2 ЭЦЖЏМмЕФЭМбљЗжЮі 4
2.3 ЙЄвеЗжЮі 5
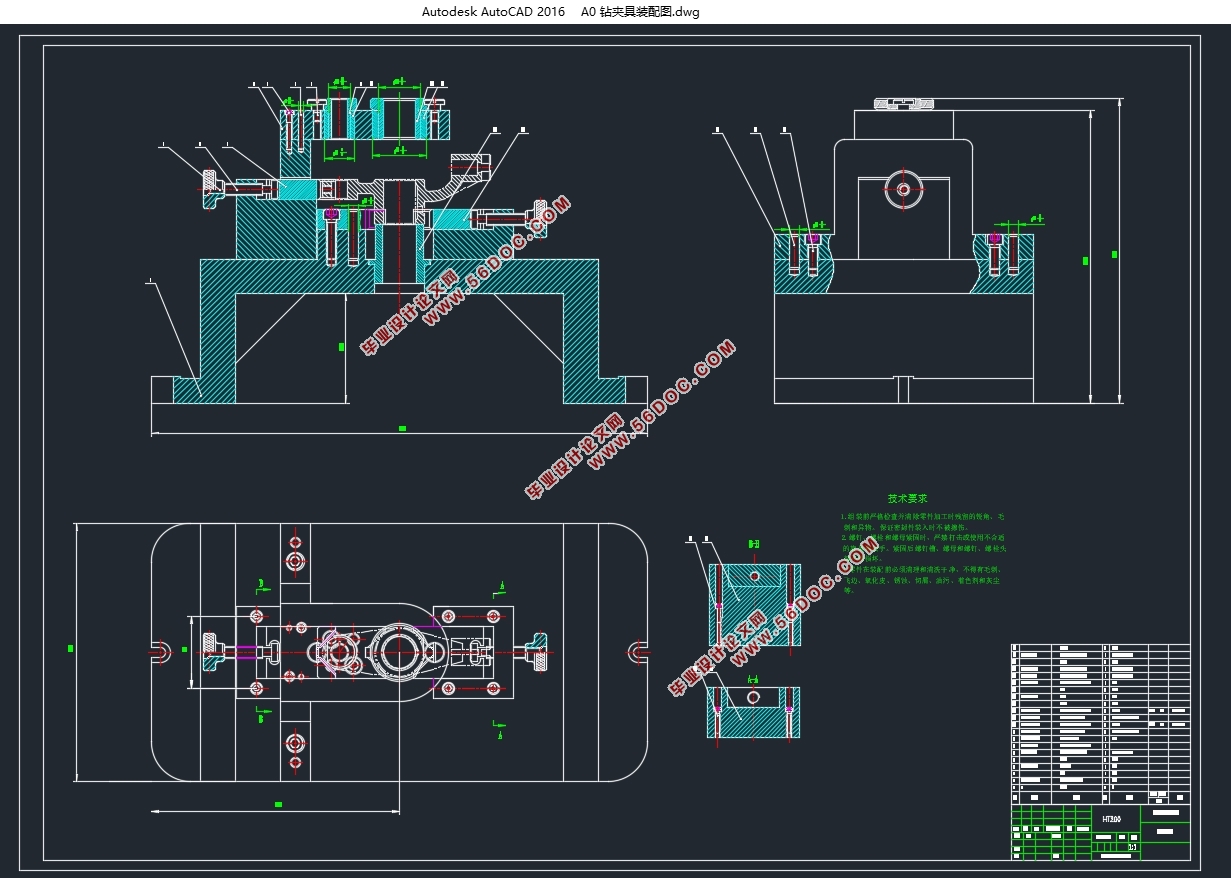
3 ЙЄвеЙцГЬЩшМЦ 8
3.1 ШЗЖЈУЋХїЕФжЦдьаЮЪН 8
3.2 ЖЈЮЛЛљзМЕФбЁдё 10
3.2.1 ДжЛљзМЕФбЁдё 11
3.2.2 ОЋЛљзМЕФбЁдё 12
3.3 ЧаЯївКЕФбЁдё 12
3.4 МьбщЙЄМўЙ§ГЬ 13
3.5 ЗЯЦЗЕФГіЯждвђ 14
3.6 жЪСПГЌВюЕФНтОіЗНЗЈ 14
3.7 ФтЖЈЙЄвеТЗЯп 15
3.7.1 ЛЎЗжМгЙЄНзЖЮ 15
3.7.2 ЙЄађМЏжагыЗжЩЂ 16
3.7.3 АВХХМгЙЄЫГађ 17
3.7.4 ФтЖЈМгЙЄЙЄвеТЗЯп 18
3.8 ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ 19
3.9 СПОпЕФбЁдё 21
3.10 ЕЖОпЕФбЁдё 22
3.11 ШЗЖЈЧаЯїВЮЪ§ 22
4 ЭЦЖЏМмзъПзМаОпЩшМЦ 42
4.1 баОПдЪМжЪСЯ 42
4.2 ЖЈЮЛЁЂМаНєЗНАИЕФбЁдё 42
4.3 СуМўЭМЕФЩшМЦ 43
4.4 зъДВзАХфЭМШЗЖЈ 46
4.5 МаНєзАжУ 47
4.6 ЧаЯїСІМАМаНєСІЕФМЦЫу 48
4.7 ЮѓВюЗжЮігыМЦЫу 50
4.8 МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї 51
Нс Тл 52
ВЮПМЮФЯз 54
ЭтЮФзЪСЯ 55
жТ аЛ 63
|
