减速器机盖加工工艺规程编制及夹具设计(含CAD零件图夹具图)(论文说明书34000字,外文翻译,CAD图6张)
摘 要
本次毕业设计的题目是“HWT200型减速器机盖加工工艺规程编制及夹具设计”,其主要任务有两项:第一项是箱体零件加工工艺规程的设计;第二项是箱体零件工装夹具的设计。
在工艺规程的设计中,首先要绘制出图纸,然后在对对零件进行分析,明白此零件的用途以及型号、和它的广泛使用场合、根据生产纲领、零件材料及其它要求来确定毛坯的制造形式;其次根据基准选择原则进行粗基准和精基准的选择,然后拟定工艺加工路线,通过综合比较与分析确定最终工艺方案;最后进行机械加工余量、工序尺寸、毛坯尺寸、切削用量及基本工时的确定。
在工装夹具部分的设计中,首先是定位方案的确定,根据各道工序的加工特点合理的选择定位基准并进行误差分析;其次根据加工特点进行切削力的计算。综合以上因素设计合理的夹紧方案并计算夹紧力,最后进行夹具整体设计。
关键词: 减速器;工艺规程;工装夹具
HWT200 reducer cover machining process specification and fixture design
Abstract
The graduation design topic is "the machine cover technological process and the design of drilling jig", its main task two: the first is to design procedures process parts processing; the second is the design of box parts fixture.
In the design process, first of all to draw out the drawings, and then on the analysis of parts, the parts that use and models, and widely used, its according to production plan, material and other requirements to determine the manufacture of blank forms; its root according to the benchmark selection principle of coarse and fine reference base choice, then develop processing route, final process through comprehensive comparison and analysis; determine the final machining allowance, process size, blank size, the amount of cutting and the basic working hours.
Design of fixture part in work, is to determine the first positioning scheme,according to the selected location processing procedures of the reason able standard and error analysis; calculation of the cutting force according to the processing characteristics. Clamping scheme above factors of reasonable design and calculation of clamping force, the final fixture design.
Keywords: reducer; process planning; fixture
2 零件结构的确定及分析
对被加工零件进行结构分析和工艺分析,其主要内容包括;
1 弄清零件的结构形状,明白那些表面需要加工,那些是主要加工面,分析各种加工表面的形状、尺寸、精度、表面粗糙度以及设计基准等。
2 在给定的条件下,了解零件在整个机器上的作用及工作要求。
3 明确零件的材料、热处理方法及零件图上的技术要求。
4 分析零件的工艺性,对各个加工表面制造的难易程度做到心中有数。
以下是设计内容:
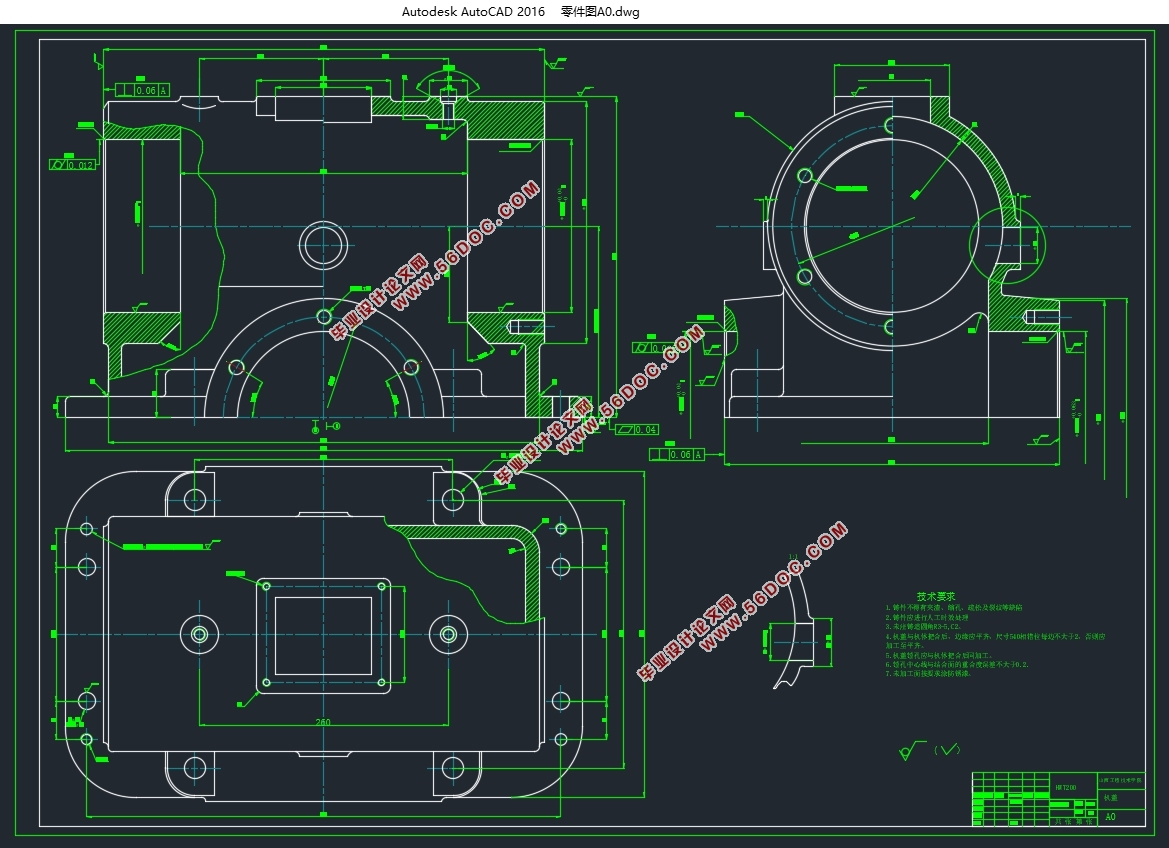
题目所给的是减速器的机盖(见图1.1)。它是应用于原动机和工作机之间的独立传动装置。位于减速器机体的上部,主要作用是包容和支撑齿轮传动使它们能够保持正常运动关系和运动精度,同时也是润滑油的储藏体;二是安全保护和密封作用,使箱体内的零件不受外界环境的影响,又保护机器操作者的人身安全。
概述:
HW型直廓环面蜗杆减速器(JB/T7936—1999)因所采用的环面蜗杆副,其蜗杆轴向截面齿廓为直线,故称其为直廓环面蜗杆(球面蜗杆),与其他个种蜗杆减速器相同,为空间交错轴传动,承载能力和传动效率高,适用于重载、大功率、大转矩传动,如冶金、矿山、起重、运输、石油、化工、建筑等机械设备的减速传动。包括HWT、HWB型两种型式。
工作条件:输入、输出轴交错角为90度,蜗杆转速不超过1500转/分,蜗杆轴可正、反向运转t工作环境温度为-40—40℃。当工作环境温度低于0℃以上,或采用低凝固点的润滑油;高于40℃时,必须采取冷却措施。
型号
HWT型—蜗杆在涡轮之上铸造机体和机盖直廓环面蜗杆减速器
其中T—上置蜗杆;W—焊接机体和机盖,未注为铸造结构。
举例
HWT200—1100
H—直廓环面蜗杆减速器
W—机体和机盖(铸造)
T—上置蜗杆
200—中心距a=200mm(第一系列)
1100—公称传动比i=1100(理论和实际转动的比值)
2.1 零件的工艺分析
要加工孔减速器机盖有三组主要加工表面,现分述如下:
孔轴配合度为H7,表面粗糙度Ra小于3.2um,圆柱度为0.012mm。其它孔的表面粗糙度为Ra小于3.2um,锥销孔的表面粗糙度为Ra小于1.6um,盖体上平面表面粗糙度为Ra小于6.3um,机盖机体的结合面的表面粗糙度为Ra 小于3.2um,结合处的相错位每边不大于2mm,机体的左右端面表面粗糙度为Ra 小于3.2um,垂直度为0.06mm。
2.2 零件的材料
由于铸铁容易成形,切削性能好,价格低廉,且抗振性和耐磨性也较好,因此,一般箱体零件的材料大都采用铸铁,其牌号选用HT200。

目 录
摘 要 i
Abstract ii
1 绪论 1
1.1 机床夹具的概述 1
1.2 工件在夹具中的定位 4
2 零件结构的确定及分析 6
2.1 零件的工艺分析 7
2.2 零件的材料 7
2.3 工艺规程设计 7
3 制定工艺路线 10
3.1 分离式箱体工艺路线 10
3.2 表面加工方法的选择 10
3.3 工序先后顺序的安排 10
3.4 机床设备和工艺装备的选择 11
3.5 工艺路线拟定 12
4 机械加工余量、工序尺寸及毛坯尺寸的确定 15
5 确定切削用量及基本工时 17
5.1 切削用量原则 17
5.2 时间定额 17
5.3 工序Ⅰ粗铣机体上端面和结合面 18
5.4 工序Ⅱ精铣结合面 25
5.5 工序Ⅲ钻4--¢22螺栓孔,铰对角线上的两个孔 27
5.6 工序IV粗铣各轴承孔端面 32
5.7 工序Ⅴ精铣轴承孔的两侧端面 35
5.8 工序Ⅵ钻铰2—¢10定位销孔 37
5.9 工序Ⅶ粗镗蜗杆轴承孔 42
5.10 工序Ⅷ粗镗蜗轮轴承孔 43
5.11 工序Ⅸ精镗蜗杆轴承孔 45
5.12 工序Ⅹ精镗蜗轮轴承孔 46
5.13 工序ⅩI 钻攻蜗杆端面螺纹孔12×M16、蜗轮端面6×M16 47
5.14 工序ⅩⅡ锪平φ40凸台、锪平φ35凸台 52
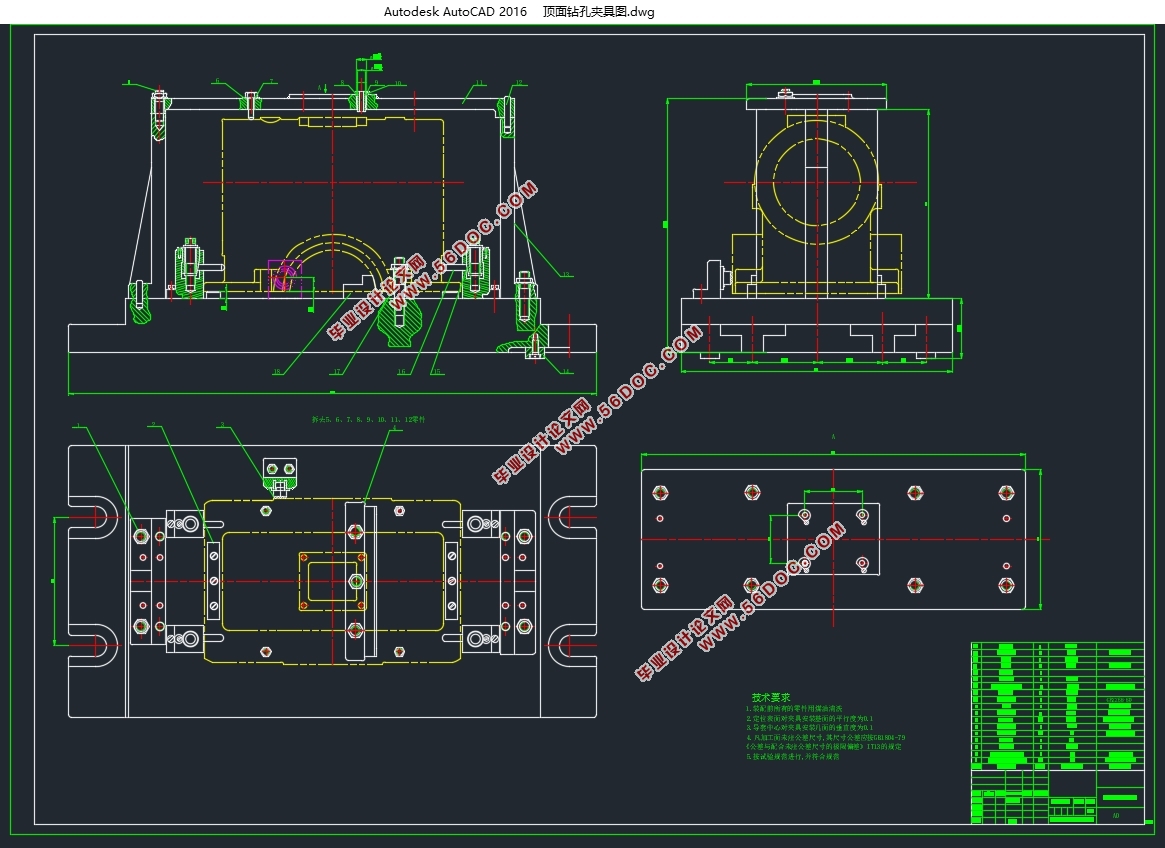
6 钻顶端面4-M8螺纹孔的专用夹具的设计 55
6.1 钻床专用夹具的主要类型 55
6.2 钻床专用夹具设计要点 57
6.3 定位基准的选择 59
6.4 定位元件的设计 59
6.5 定位误差分析 60
6.6 切削力及夹紧力的计算 60
6.7 主要零件的设计 62
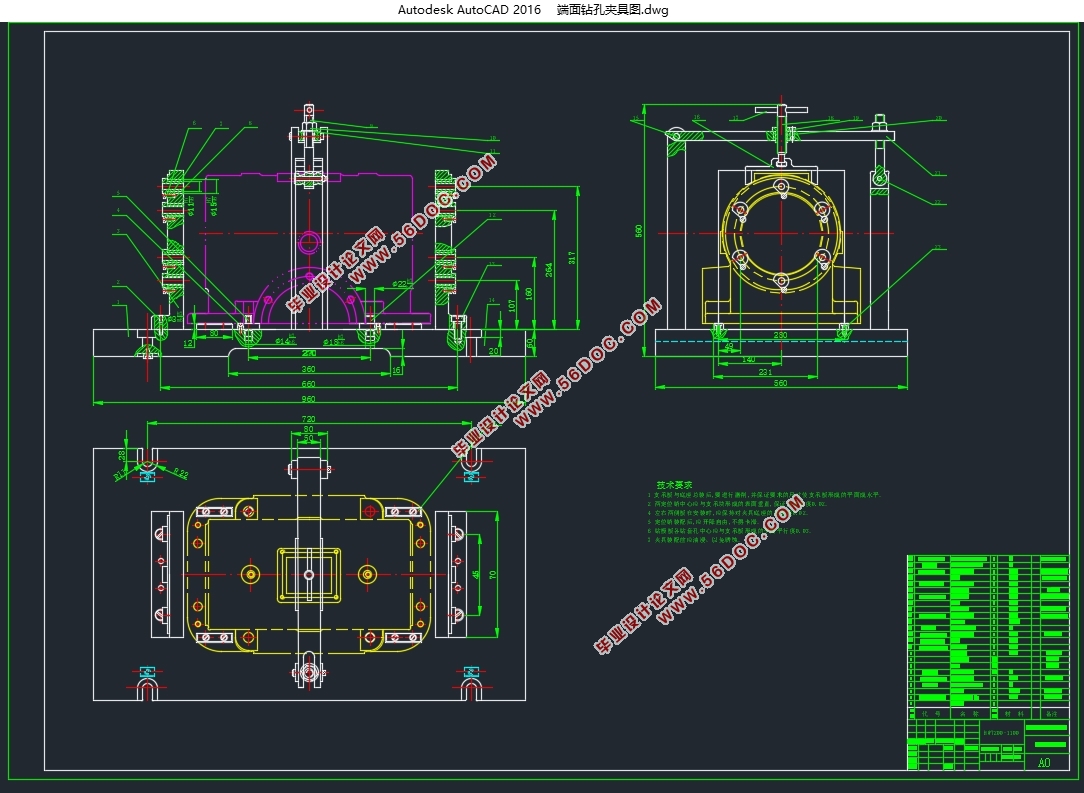
7 钻蜗杆、涡轮轴承端盖上M16螺纹孔夹具的设计 66
7.1 定位基准的选择 66
7.2 主要零件的设计 66
7.3 切削力及夹紧力的计算 71
7.4 导向元件的设计 73
7.5 夹紧元件的设计 76
7.6 夹具体的设计 79
7.7 夹具操作的简要说明 79
参考文献 80
外文文献 82
中文翻译 88
致 谢 92
|
