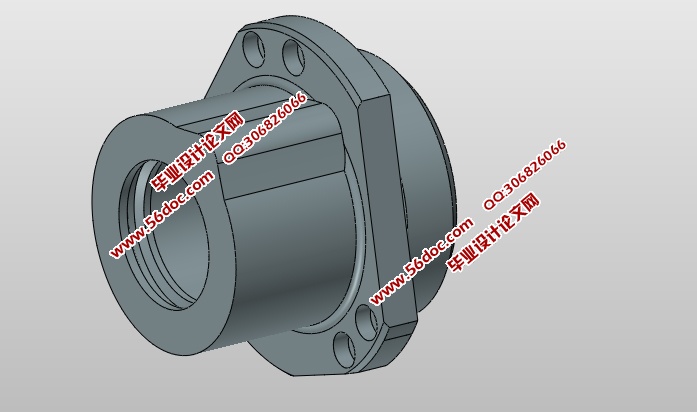
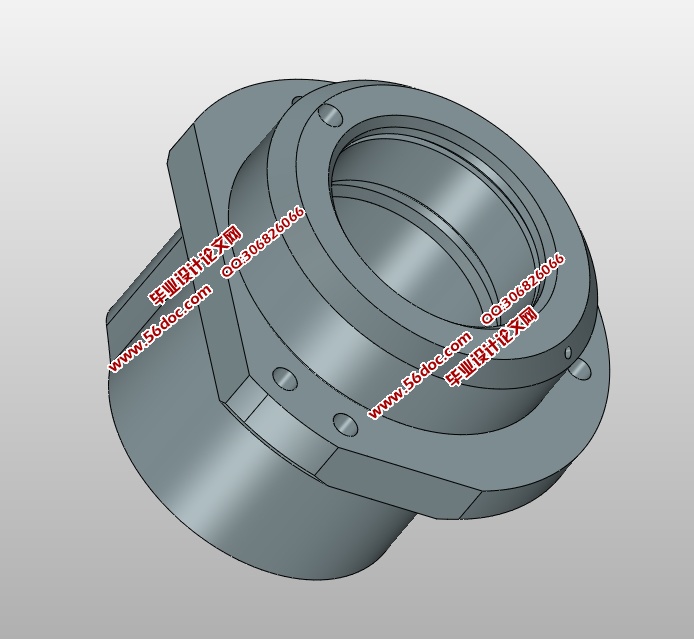
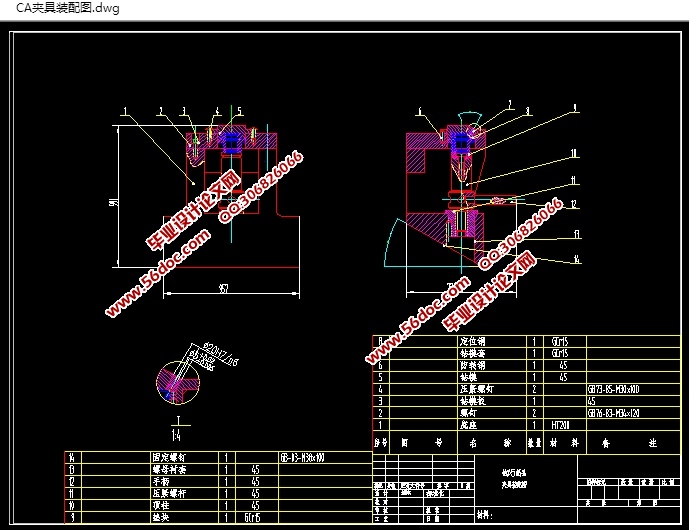
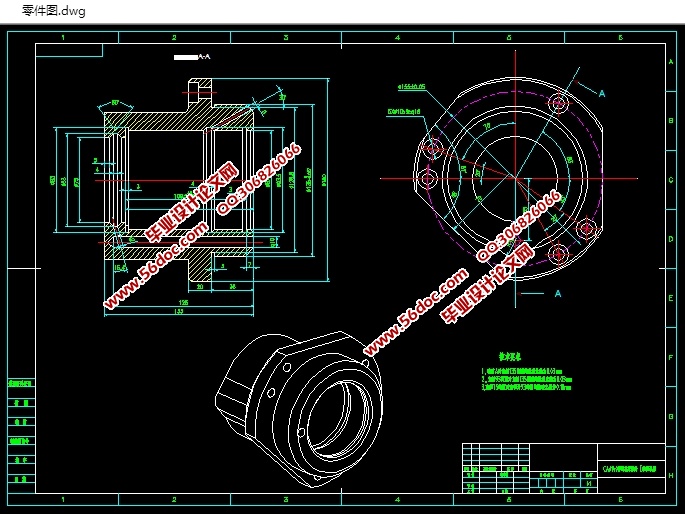
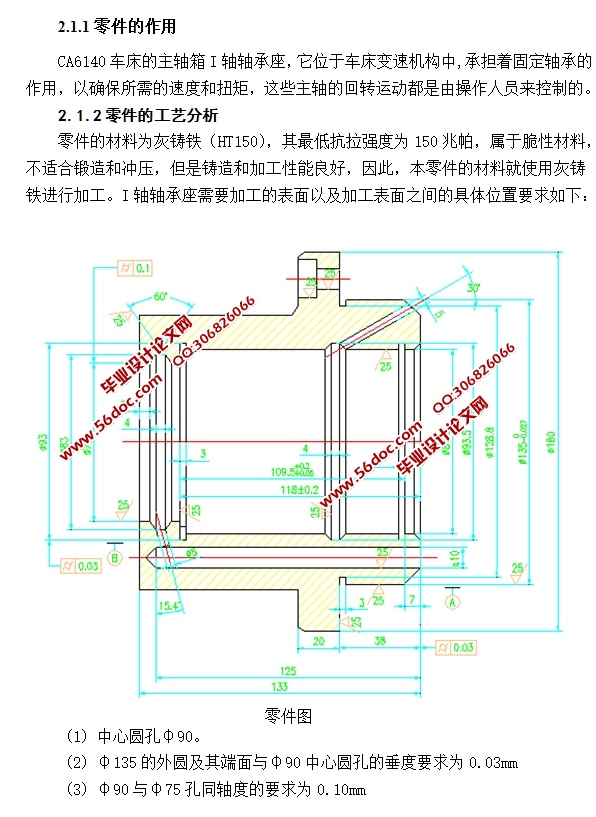
CA6140车床I轴轴承座零件机械加工工艺及工装设计(含CAD图,UG三维 来源:wenku7.com 资料编号:WK714893 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK714893 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 CA6140车床I轴轴承座零件机械加工工艺及工装设计(含CAD图,UG三维图)(论文说明书10500字,CAD图纸4张,UG三维图) 本设计主要是对CA6140床头I轴轴承座零件工艺规程及夹具进行设计研究。运用相关理论知识以及所学的机械制图,进行设计。首先,介绍了论文的研究背景以及研究意义;其次从I轴轴承座加工工艺规程设计进行说明,其工艺规程包括选择定位基准、制定工艺路线、选择加工设备和工艺设备以及确定加工余量、工序尺寸以及公差。一些工序的专用夹具设计。CA6140I轴轴承座零件的主要加工表面是平面及孔。最后进行了实证研究设计。根据设计类型需求,本设计主要按照先面后孔的原则进行设计,选用数控机床、采用手动夹紧。 关键词:加工工艺,夹具,定位 2.1零件的分析 2.1.1零件的作用 CA6140车床的主轴箱I轴轴承座,它位于车床变速机构中,承担着固定轴承的作用,以确保所需的速度和扭矩,这些主轴的回转运动都是由操作人员来控制的。 2.1.2零件的工艺分析 零件的材料为灰铸铁(HT150),其最低抗拉强度为150兆帕,属于脆性材料,不适合锻造和冲压,但是铸造和加工性能良好,因此,本零件的材料就使用灰铸铁进行加工。I轴轴承座需要加工的表面以及加工表面之间的具体位置要求如下: (1) 中心圆孔φ90。 (2) φ135的外圆及其端面与φ90中心圆孔的垂度要求为0.03mm (3) φ90与φ75孔同轴度的要求为0.10mm (4)宽度为20的肩胛面与中心孔有0.03的垂直度要求。 通过上面的分析,我们可以得到先从I轴轴承座φ135的外圆及其宽度为20的肩胛面开始加工,然后再对专用夹具进行加工,同时要确保定位准确。根据加工方法的经济性和机床所能实现的精度,同时I轴轴承座零件并没有很复杂的加工表面,因此,常规的加工工艺就能保证工艺要求。 从上面的分析中可以获知可以先加工I轴轴承座φ135的外圆及其宽度为20的肩胛面,然后使用专用夹具加工,作为基准,确保定位精度。根据加工方法的经济性和精密机床的位置可以实现准确性,同时此I轴轴承座零件并没有复杂的加工曲面,根据上述技术要求使用传统的处理技术可以保证加工工艺。 2.2确定生产类型 已经明确了I轴轴承座零件的生产类型属于中批量生产,因此对工艺的安排如下,首先对于划分加工过程阶段的工序集中安排,加工设备以通用设备为主,对于大量的则采用专用工装。 目 录 第一章 绪论 1 第二章 I轴轴承座加工工艺规程设计 3 2.1零件的分析 3 2.2确定生产类型 3 2.3确定毛坯 4 2.4工艺规程设计 4 2.5确定切削用量及基本工时 8 2.6本章小结 20 第三章 钻φ5长斜孔工序夹具设计(要换其他工序内容夹具设计重写) 21 3.1问题的提出 21 3.2夹具的设计 21 3.3本章小结 26 第四章 钻φ5长斜孔工序刀具设计说明书 27 4.1刀具类型确定 27 4.2刀具设计参数确定 27 4.3刀具工作草图 28 第五章 钻φ5长斜孔工序量具设计说明书 29 5.1量具类型确定 29 5.2极限量具尺寸公差确定 29 5.3极限量具尺寸公差带图 30 5.4极限量具结构设计 30 结 论 31 参 考 文 献 32 致 谢 33