左阀体加工工艺及夹具设计(含CAD零件图夹具图,工序卡,工艺卡)
来源:wenku7.com 资料编号:WK714892 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK714892
以下是资料介绍,如需要完整的请充值下载。
1.无需注册登录,支付后按照提示操作即可获取该资料.
2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助
资料介绍
左阀体加工工艺及夹具设计(含CAD零件图夹具图,工序卡,工艺卡)(论文说明书9700字,CAD图6张,工序卡,工艺卡)
摘 要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词:工艺规程;定位误差;夹紧;加工余量;夹紧力
2.1零件的作用及工艺分析
2.1.1零件的作用
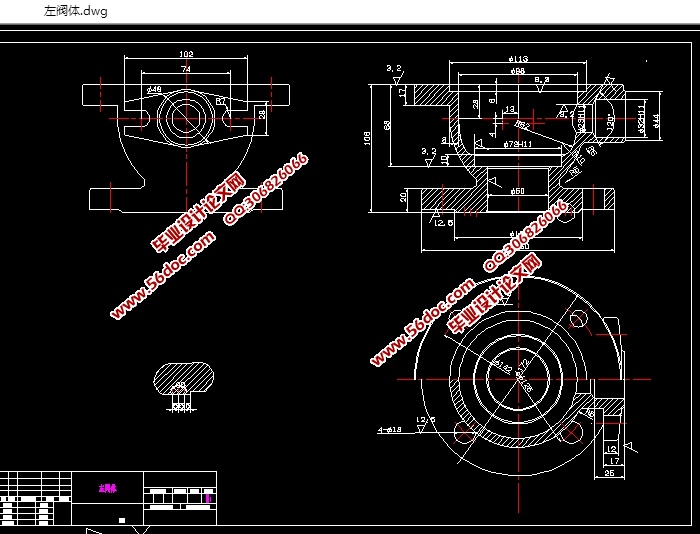
题目所给的零件是左阀体阀体。左阀体阀体是在一定条件下,能使液压泵卸荷的阀。 阀体通常是一个带二位二通阀(常为电磁阀)的溢流阀,功能是不卸荷时用作设定系统(油泵)主压力,当卸荷状态时(靠二位二通阀动作转换)压力油直接反回油箱,系统压力为0.值以实现一些回路控制和提高油泵寿命,减少功耗.在回路中属于并入回路的。减压阀用于调整执行元件所需压力,是串联在回路中的,一般不能互换使用。阀体的主要作用是连通不同介质的连通作用,实现介质之间的流通。
2.2.2零件的工艺分析
该零件主要有四组加工表面,该四组加工表面都要求有较小的表面粗糙度值。现述如下:
(1)底平面。该平面是左阀体与有阀体连接的结合面,负责纵向进给运动。所以,要求该平面的表面粗糙度值不得超过3.2,以保证纵向进给的精度。
(2)上平面。上平面是左阀体与右阀体连接面,因此,要求该面有较小的表面粗糙度值和好的直线度,以保证零件的加工精度。
(3)中心孔。此中间孔为该零件最重要的加工中心,此中心孔是多个台阶孔精度要求都较高。
(4) 镗孔。侧边上的φ23孔和φ32孔。
左阀体的工艺分析:
该零件上的主要加工面为左阀体的上平面和下平面、φ50中心孔、φ72孔、φ98孔和子口φ113,左侧φ44端面和此端面上的φ23孔和φ32孔,下平面 4-φ18孔上平面的4-φ14孔。
左阀体的上平面与下平面的平行度0.1mm直接影响左阀体的相对安装精度。
左阀体的上下表面粗糙度为IT8,对后续中间孔的加工精度有直接的影响。
中间φ72孔的公差等级为H7级公差,与下平面垂直度为0.02mm,对后续左阀体的安装和运转有重要的影响。
侧边φ23和φ32孔的公差等级为H7级公差,与下平面垂直度为0.01mm,对后续左阀体的安装和运转有重要的影响。

目 录
摘 要 I
Abstract II
第1章 引言 1
1.1 课题的提出 1
1.2课题的主要内容 1
1.3课题的构思 1
第2章 零件的工艺设计 2
2.1零件的作用及工艺分析 2
2.2零件毛坯的确定 3
2.3工艺过程中应考虑的问题 4
2.4工艺规程的安排 4
2.5机械加工余量、工序尺寸及毛坯尺寸的确定 6
2.6确定切削用量及基本工时(机动时间) 12
第3章 铣面夹具设计 26
3.1定位基准的选择 28
3.2定位元件的设计 28
3.3切削力及夹紧力的计算 29
3.4定位误差分析 30
3.4对刀块的设计 41
3.5夹紧装置的设计 31
3.6夹具设计及操作的简要说明 31
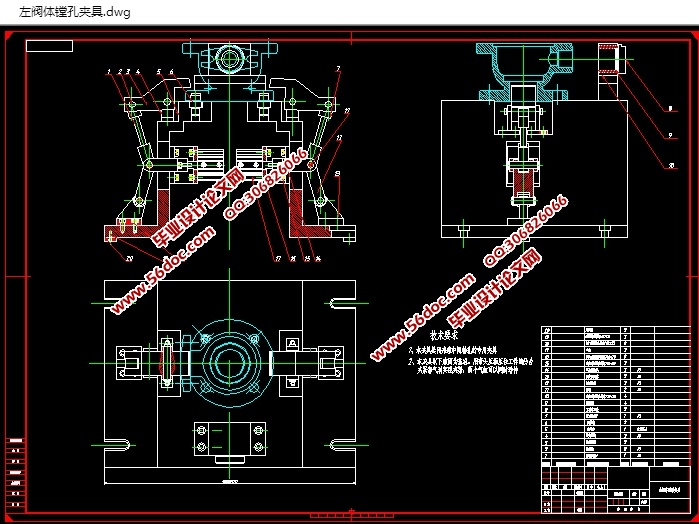
第4章 镗孔夹具设计 32
4.1定位基准的选择 33
4.2定位元件的设计 33
4.3切削力及夹紧力的计算 34
4.4夹紧装置设计 34
4.5夹具误差分析和计算 34
结 论 35
参考文献 36
致 谢 37
|
