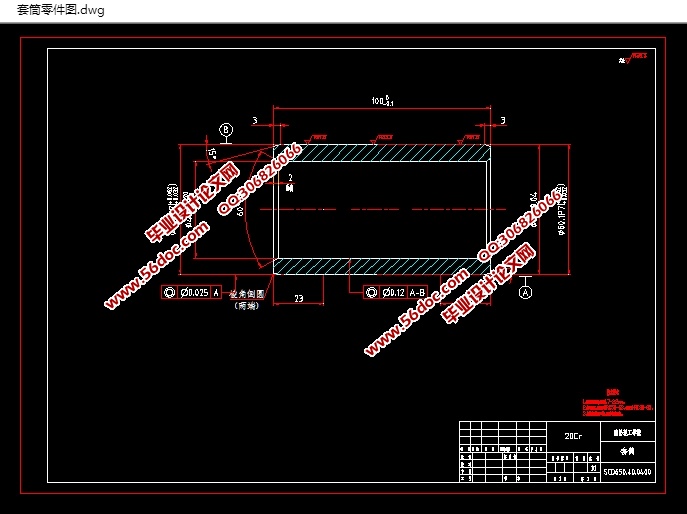
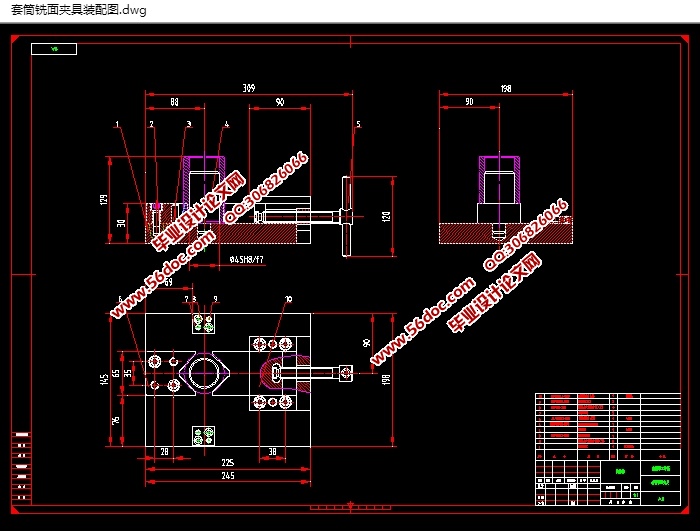
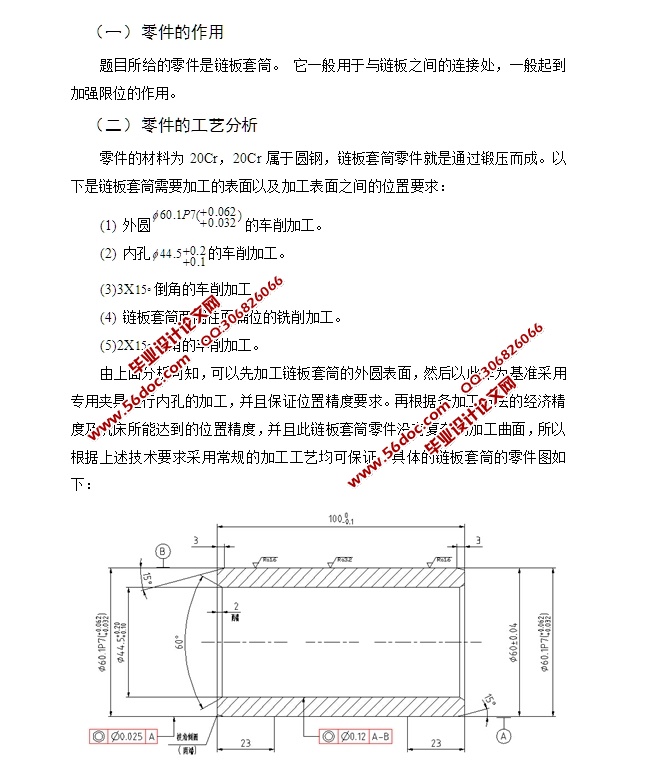
输送机传输带NE300链板套筒工艺编制和铣平面夹具刀具设计(含CAD 来源:wenku7.com 资料编号:WK714880 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK714880 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 输送机传输带NE300链板套筒工艺编制和铣平面夹具刀具设计(含CAD图)(论文说明书9900字,CAD图4张,工序卡,工艺卡) 摘要 本文首先对输送机传输带NE300链板套筒零件进行分析,通过对输送机传输带NE300链板套筒进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算和加工刀具的设计等相关内容。 在这次毕业设计中,根据课题所给的零件图、技术要求,通过查阅相关资料和书籍,了解和掌握了的机械加工工艺和编程的一般方法和步骤,并运用这些方法和步骤进行了输送机传输带NE300链板套筒铣圆柱面扁位夹具和组合刀具设计,整个铣扁位夹具的设计的指导思想“简便、高效、经济”。力求生产处符合要求的产品。 关键词:链板套筒;加工余量;铣扁位夹具;组合刀具; 链板套筒的加工工艺规程设计 (一)零件的作用 题目所给的零件是链板套筒。 它一般用于与链板之间的连接处,一般起到加强限位的作用。 (二)零件的工艺分析 零件的材料为20Cr,20Cr属于圆钢,链板套筒零件就是通过锻压而成。以下是链板套筒需要加工的表面以及加工表面之间的位置要求: (1) 外圆 的车削加工。 (2) 内孔 的车削加工。 (3)3X 倒角的车削加工。 (4) 链板套筒两圆柱面扁位的铣削加工。 (5)2X 倒角的车削加工。 由上面分析可知,可以先加工链板套筒的外圆表面,然后以此作为基准采用专用夹具进行内孔的加工,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此链板套筒零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。 目录 一、绪论 1 (一)课题背景 1 (二)夹具的发展史 1 (三)小结 2 二、链板套筒的加工工艺规程设计 3 (一)零件的作用 4 (二)零件的工艺分析 5 (三)确定生产类型 7 (四)确定毛坯种类 9 (五)确定锻件加工余量及形状 10 (六)绘制铸件零件图 10 (七)选择定位基准 12 (八)制定工艺路线 13 (九)选择加工设备和工艺设备 16 (十)确定切削用量及基本工时 18 三、专用夹具设计 18 (一)问题的提出 19 (二)夹具的设计 20 四、刀具的设计 21 五、设计总结 21 参 考 文 献 22 致谢 23