ЗЈРМХЬ1МгЙЄЙЄвеЩшМЦ(КЌCADСуМўЭММаОпЭМ)(ТлЮФЫЕУїЪщ9000зж,CADЭМжН4еХ,ЙЄвеПЈ,ЙЄађПЈ)
еЊ вЊ
БОДЮЩшМЦЕФжївЊФкШнЪЧЗЈРМХЬ1МгЙЄЙЄвеЩшМЦЃЌЗЈРМХЬжївЊЪЧгыЦфЫќСуМўХфЖдЪЙгУЃЌЦфжївЊМгЙЄБэУцМАПижЦЮЛжУЮЊ ЭтдВКЭ ФкПзЁЃгЩСуМўвЊЧѓЗжЮіПЩжЊЃЌБЃжЄ ЭтдВКЭ ФкПзГпДчЕФЭЌЪБгІИУОЁСПБЃжЄЦфЭЌжсЖШЃЌетЖдгкКѓЙЄађзАХфКЭзмГЩЪЙгУЩЯРДЫЕЖМгаживЊгАЯьЁЃЫљвдЃЌЙЄађАВХХЪБЃЌВЩШЁвд ДѓЭтдВДжЖЈЮЛМаНєМгЙЄКѓЃЌЖд ФкПзНјааялЯїМгЙЄЭЌЪБГЩаЭЁЃвђЦфДжВкЖШЮЊRa3.2ЃЌПЩЭЈЙ§ДжялЁЂАыОЋялТњзуЁЃЖдгкзъ ПзЪБЃЌжївЊвдЗЈРМХЬЕФ ЖЈЮЛЃЌПижЦЦфздгЩЖШЃЌвдДяЕНМгЙЄГіРДЕФВњЦЗТњзувЊЧѓВЂЧввЛжТадКУЕФФПЕФЁЃ
БОЮФЕФбаОПжиЕудкгкЭЈЙ§ЖдЗЈРМХЬЕФЙЄвеадКЭСІбЇадФмЗжЮіЃЌЖдМгЙЄЙЄвеНјааКЯРэЗжЮіЃЌбЁдёШЗЖЈКЯРэЕФУЋХїЁЂМгЙЄЗНЪНЁЂЩшМЦИпаЇЁЂЪЁСІЕФМаОпЃЌЭЈЙ§ЪЕМљбщжЄЃЌзюжеМгЙЄГіКЯИёЕФЗЈРМХЬСуМўЁЃ
ЙиМќДЪЃКЗЈРМХЬЃЛМгЙЄгрСПЃЛЙЄвеЃЛМаОп
ABSTRACT
Enable producing the target in process of production raw materials, the blank , state of quality and quantity on part become always take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
At present, part of the processing of domestic have begun to close to the machine tool, but also need to clamp the workpiece, that is to say, although the technology has been greatly improved but his nature has not changed much, on the flip side, because of his skill and precision is high, so a high quality tool holder of machine tools is an absolute necessity. As everyone knows, because our technology in the unceasing development, technical requirements for processing of the knife is also more and more high, before an ordinary lathe is clamped four tool, and now there is a large number of will not meet the work requirements, therefore, tool holder part can clamp the tool also needs our staff to develop.
KEYWORDS:fixture multi-function; Die forging links; Group technology;clipping tight
СуМўЕФЗжЮі
2.1 МаОпЕФЗЂеЙЪЗ
ЬтФПЫљИјЕФСуМўЪЧЗЈРМХЬЃЌЖјЗЈРМвЛАуЪЧХЬзДЮяЃЌЩЯУцзъЛђЯГгажБПзЛђепЪЧТнЮЦПзЃЌЦфзїгУЪЧгУРДгыЦфЫќВПМўНјааСЌНгЕФЁЃЕчЛњЩЯЕФЗЈРМжївЊгаСНРрЃЌвЛИіЪЧ“ЗЈРМХЬ”ЃЌвЛАужИЕчЛњЕФЖЫИЧЃЌЪЧгУРДжЇГХЕчЛњЕФзЊзгЁЂАВЗХжсГаЁЂгаЪБвВЦ№ЖдЕчЛњУмЗтЁВБЃЛЄЁГЕФзїгУЁЃСэвЛИіЪЧ“аЁЗЈРМ”ЃЌвЛАуЪЧжИжсГаИЧЃЌгУРДЙЬЖЈКЭЗРЛЄжсГаЕФЃЌЖјБОПЮЬтЕФШЮЮёОЭЪЧ”ЗЈРМХЬМгЙЄЙЄвеЩшМЦ“ЁЃ
2.2 СуМўЕФЙЄвеЗжЮі
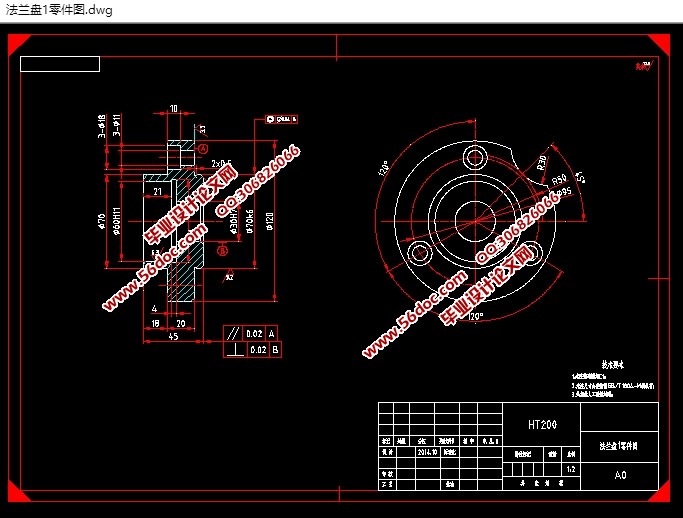
ЃЈ1ЃЉвджїЪгЭМЮЊжївЊМгЙЄБэУцЕФМгЙЄУцЁЃ
етвЛзщМгЙЄБэУцАќРЈЃК
ЗЈРМХЬЕФЭтдВУцЕФГЕЯїМгЙЄЃЌЁг70ЭтдВвдМАЁг70k6ЭтдВЕФялЯїМгЙЄвдМАЁг60H11ФкПзЕФялЯїМгЙЄЃЌЁг30H7ФкПзЕФялЯїМгЙЄЁЃЦфжаЁг30H7ФкПзЕФБэУцДжВкЖШвЊЧѓЮЊ ЃЌЁг60H11ФкПзБэУцДжВкЖШвЊЧѓЮЊ ЃЌЦфгрМгЙЄБэУцЕФДжВкЖШОљЮЊ ЁЃ
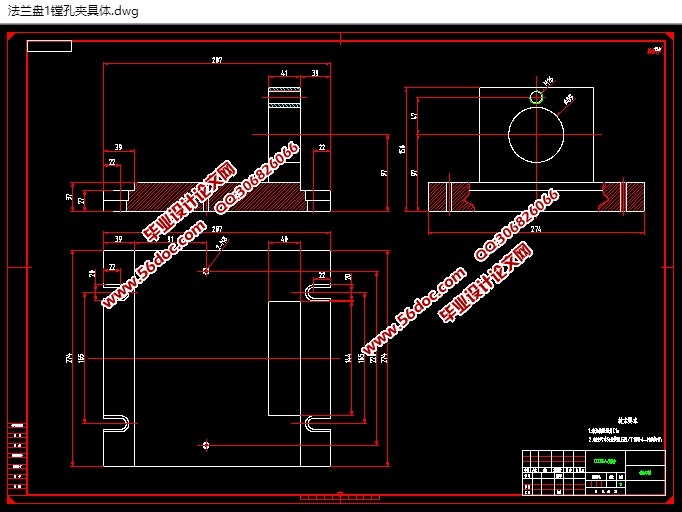
ЃЈ2ЃЉвдзѓЪгЭМЮЊжївЊМгЙЄБэУцЕФМгЙЄУцЁЃ
етвЛзщМгЙЄБэУцАќРЈЃК
ПзЕФзъЯїМгЙЄЃЌ УЄПзЕФЯГЯїМгЙЄЃЌ
ФПТМ
еЊвЊ I
ABSTRACT II
ЕквЛеТ аїТл 1
ЕкЖўеТ СуМўЕФЗжЮі 5
2.1СуМўЕФзїгУ 5
2.2СуМўЕФЙЄвеЗжЮі 5
ЕкШ§еТ ШЗЖЈУЋХїЃЌЛцжЦУЋХїЭМЁЂСуМўЭМ 8
3.1ШЗЖЈУЋХїЕФжЦдьаЮЪНМАВФСЯ 8
3.2ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ 8
ЕкЫФеТ ЙЄвеЙцГЬЩшМЦ 10
4.1ЖЈЮЛЛљзМЕФбЁдё 10
4.2жЦЖЈЙЄвеТЗЯп 10
4.3бЁдёМгЙЄЩшБИМАЕЖЁЂМаЁЂСПОп 14
4.4 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 16
4.4.1ДжГЕЁг70зѓЖЫЭтдВМАЖЫУц 17
4.4.2ЕїЭЗзАМаЃЌДжГЕЁЂОЋГЕгвЖЫЁг70k6ЭтдВМАЖЫУц 20
4.4.3ДжГЕЙЕВл2X0.5 20
4.4.4ЯГR30дВЛЁжСГпДч 19
4.4.5ДжялЁЂАыОЋялЁг60H11ФкПзжСГпДч 19
4.4.6ДжялЁг62ФкПз 20
4.4.7ДжялЁЂАыОЋялЁг30H7ФкПз 20
4.4.8зъ3-Ёг11жБПз 20
4.4.9ЯГ3-Ёг18Щю10УЄПз 20
ЕкЮхеТ ялПзМаОпЕФЩшМЦ 26
5.1ЖЈЮЛЛљзМЕФбЁдё 26
5.2ЖЈЮЛЮѓВюЕФЗжЮі 26
5.3ЧаЯїСІМАМаНєСІЕФМЦЫу 20
5.4ялЬзгыГФЬзЕФЩшМЦ 27
5.5МаНєдЊМўМАЖЏСІзАжУШЗЖЈ 28
5.6МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї 28
аЁ Нс 28
жТ аЛ 29
ВЮПМЮФЯз 30
|
