ABSTRACT
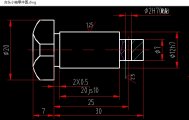
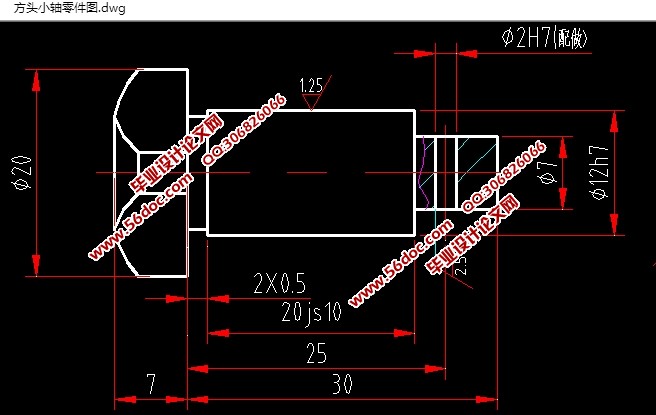
This design is a lather to become soon an appropriation for inside pulling out fork spare parts processing craft rules distance and some work prefaces tongs design.This pull out the construction of the fork spare parts than for complicacy, its the place that process is a peaceful in bore primarily.This design processes after processing first the bore.Process with flat surface the clear and definite dividing the line the bore the coarseness processes to process with the nicety the stage to guarantee their process the precise degree.
The basis of automation. Use of machine tools, need a large number of skilled personnel of modern numerical control technology. The application of numerical control technology not only bring revolutionary change to traditional manufacturing industry, manufacturing industry has become a symbol of industrialization, and with the continuous development of numerical control technology and application field expands, it to the national economy and people′s livelihood some important industry plays a more and more important role in the development.
KEYWORDS:fixture multi-function; Die forging links; Group technology;clipping tight