БУбщАхЙЄвеЩшМЦМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)
РДдДЃКwenku7.com зЪСЯБрКХЃКWK713207 зЪСЯЕШМЖЃКЁяЁяЁяЁяЁя %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713207
вдЯТЪЧзЪСЯНщЩм,ШчашвЊЭъећЕФЧыГфжЕЯТдиЁЃ
1.ЮоашзЂВсЕЧТМ,жЇИЖКѓАДееЬсЪОВйзїМДПЩЛёШЁИУзЪСЯ.
2.зЪСЯвдЭјвГНщЩмЕФЮЊзМ,ЯТдиКѓВЛЛсгаЫЎгЁ.зЪСЯНіЙЉбЇЯАВЮПМжЎгУ. Ум БЃ Лн Аяжњ
зЪСЯНщЩм
БУбщАхЙЄвеЩшМЦМАБрГЬ(КЌCADСуМўЭМУЋХїЭМ)(ТлЮФЫЕУїЪщ8200зж,CADЭМжН2еХ,ЙЄађПЈ,ЙЄвеПЈ)
еЊвЊ
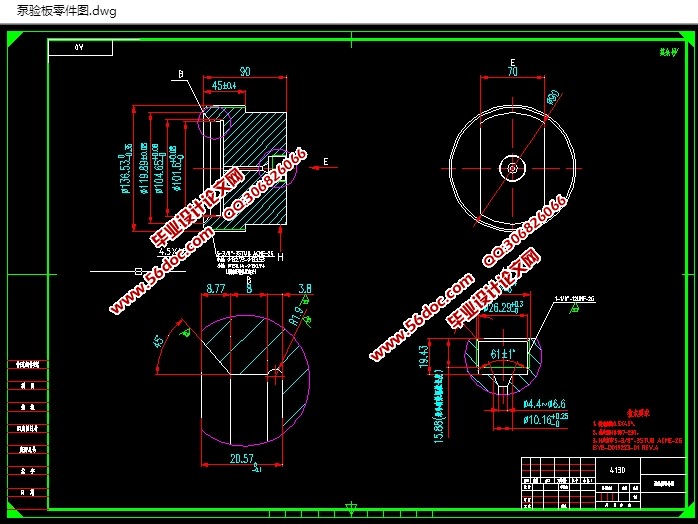
БОЦЊЩшМЦЪЧБУбщАхЙЄвеЩшМЦМАБрГЬЃЌБУбщАхСуМўЕФжївЊМгЙЄБэУцЪЧИїБэУцЕФЪ§ПиГЕЯїМгЙЄМА ЭтдВЃЌ5-3/8”-3STUB ACME-2GЭт МАC4.5ЕЙНЧЃЌЁг90ЭтдВЁЂ ФкПзЁЂ1-1/8”-12UNF-2G ПзЕФМгЙЄЕШЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШгыБЃжЄПзЯЕЕФМгЙЄОЋЖШЯрБШЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШБШНЯШнвзЁЃПзОЖМгЙЄЖМЪЧбЁгУзЈгУзъМаОпЃЌМаНєЗНЪНвЛАубЁгУЪжЖЏМаНєЃЌМаНєПЩППЁЃвђДЫЩњВњаЇТЪНЯИпЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
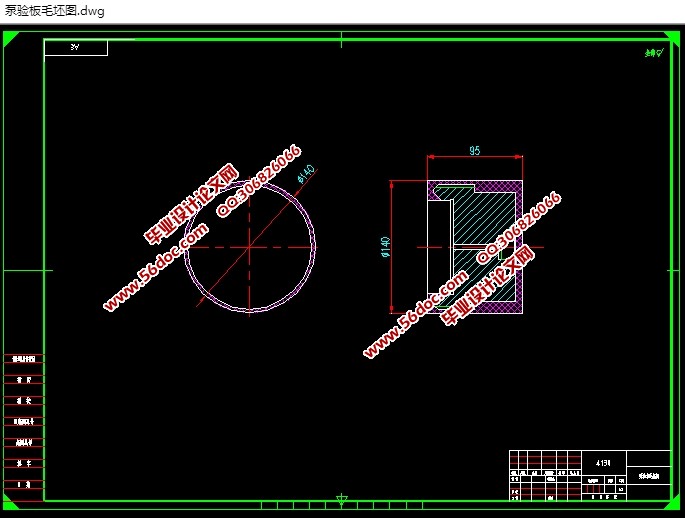
БОДЮЩшМЦЕФжиЕудкгкЖдБУбщАхЕФЙЄвеадКЭСІбЇадФмЗжЮіЃЌЖдБУбщАхСуМўЕФМгЙЄЙЄвеЙцГЬНјааКЯРэЗжЮіЃЌЖдБУбщАхНјааМгЙЄЙЄвеЕФЙцГЬЩшМЦЃЌАќРЈСЫБУбщАхЕФЪ§ПиЯГЯїМгЙЄКЭЪ§ПиЯГЯїМгЙЄЃЌВЂЧвНщЩмСЫЪ§ПиЯГЕФМгЙЄЙЄвеМАЪ§ПиБрГЬЃЌвдДЫБУбщАхНјааЪ§ПиЯГЕФМгЙЄЙЄвеБржЦКЭЪ§ПиБрГЬЕФЩшМЦЃЌОЙ§ЪЕМљжЄУїЃЌзюжеПЩвдМгЙЄГіКЯИёЕФБУбщАхСуМўЁЃ
ЙиМќДЪЃКЙЄвеЩшМЦЃЛБУбщАхЃЛЪ§ПиЛњДВЃЛБрГЬ
.1.2 СуМўЕФЙЄвеЗжЮі
гЩБУбщАхСуМўЭМПЩжЊЃЌБУбщАхЕФБэУцвдМАФкПзЖМашвЊНјааМгЙЄЃЌДЫЭтЛЙашвЊМгЙЄвЛИі ПзКЭвЛИіЙДВлЁЃвђДЫ МгЙЄБэУцЁЃЫќУЧЯрЛЅМфгавЛЖЈЕФЮЛжУвЊЧѓЁЃЯжЗжЮіШчЯТЃК
ЃЈ1ЃЉвджїЪгЭМЮЊжївЊМгЙЄБэУцЃЌ ЭтдВЁЂ5-3/8”-3STUB ACME-2GЭт МАC4.5ЕЙНЧЕФЪ§ПиГЕЯїМгЙЄЃЌ ФкПзЕФЪ§ПиГЕЯїМгЙЄЃЌЦфБэУцДжВкЖШвЊЧѓЮЊRa1.6 ЃЌзѓгвБэУцЕФБэУцДжВкЖШЮЊRa3.2 ЕШЁЃ
ЃЈ2ЃЉвдзѓЪгЭМЮЊжївЊМгЙЄУцЕФМгЙЄБэУцЃЌАќРЈЁг90ПэЖШ70БтЮЛЕФЪ§ПиЯГЯїЃЌЦфМгЙЄБэУцДжВкЖШЮЊ ЕШЕШЁЃ
1.2СуМўЕФжївЊММЪѕвЊЧѓ
гЩвдЩЯЗжЮіПЩжЊЃЌИУБУбщАхСуМўЕФжївЊМгЙЄБэУцЪЧЭтдВУцКЭПзЯЕЁЃвђДЫЃЌЖдгкБУбщАхРДЫЕЃЌМгЙЄЙ§ГЬжаЕФжївЊЮЪЬтЪЧБЃжЄПз ЃЌДІРэКУПзКЭЦНУц ЁЃ
1.2.1ФкПзЕФОЋЖШМАЮЛжУОЋЖШ
вджїЪгЭМЮЊжївЊМгЙЄУцЕФБэУцДжВкЖШвЊЧѓЗжБ№ЮЊЃК ЭтдВЁЂ5-3/8”-3STUB ACME-2GЭт ЕФЪ§ПиМгЙЄЃЌЦфБэУцДжВкЖШОљЮЊ ЁЃ
1.2.2ЦНУцЕФОЋЖШМАЮЛжУОЋЖШ
ЃЈ2ЃЉвдзѓЪгЭМЮЊжївЊМгЙЄУцЕФМгЙЄБэУцЃЌАќРЈЁг90ПэЖШ70БтЮЛЕФЪ§ПиЯГЯїЃЌЦфМгЙЄБэУцДжВкЖШЮЊ ЕШЕШЁЃ
ФП ТМ
еЊ вЊ I
1 СуМўНсЙЙЙЄвеЗжЮі 1
1.1СуМўЕФЗжЮі 2
1.1.1СуМўЕФзїгУ 2
1.1.2СуМўЕФЙЄвеЗжЮі 4
1.2СуМўЕФжївЊММЪѕвЊЧѓ 5
1.2.1ФкПзЕФОЋЖШМАЮЛжУОЋЖШ 6
1.2.2ЦНУцЕФОЋЖШМАЮЛжУОЋЖШ 7
1.2.3 ЦфЫћвЊЧѓ 8
2 ЙЄвеЙцГЬЩшМЦ 9
2.1бЁдёЖЈЮЛЛљзМ 9
2.2жЦЖЈЙЄвеТЗЯп 10
2.3бЁдёМгЙЄЩшБИКЭЙЄвеЩшБИ 11
2.4ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАЙЋВюЕФШЗЖЈ 11
3 ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБ 12
3.1ЙЄађ30ЃКГЕ ЭтдВЁЂ5-3/8”-3STUB ACME-2GЭт МАC4.5ЕЙНЧжСГпДч 14
3.2ЙЄађ40ЃКЕїЭЗзАМаЃЌДжГЕЁг90ЭтдВМАЖЫУц 15
3.3ЙЄађ50ЃКГЕ ФкПзжСГпДч 16
3.4ЙЄађ60ЃКГЕ Щю3.8ЙЕВл 17
3.5ЙЄађ70ЃКГЕ ПзПкЕЙНЧжСГпДч 17
3.6ЙЄађ80ЃКЯГЁг90ПэЖШ70БтЮЛжСГпДч 17
3.7ЙЄађ90ЃКзъЁЂЙЅ1-1/8”-12UNF-2G ПзжСГпДч 17
3.8ЙЄађ100ЃКзъЁЂДа зЖПз 17
3.9ЙЄађ110ЃКзъ ПзжСГпДч 17
3.10ЪБМфЖЈЖюМЦЫуМАЩњВњАВХХ 24
4 СуМўБрГЬ 25
4.1ГЕ ЭтдВ 26
4.2ГЕ5-3/8”-3STUB ACME-2GЭтТнЮЦ 26
4.3ДжГЕЁг90ЭтдВМАЖЫУц 17
4.4ГЕ ФкПзжСГпДч 27
Нс Тл 29
ВЮПМЮФЯз 30
жТ аЛ 31
|
