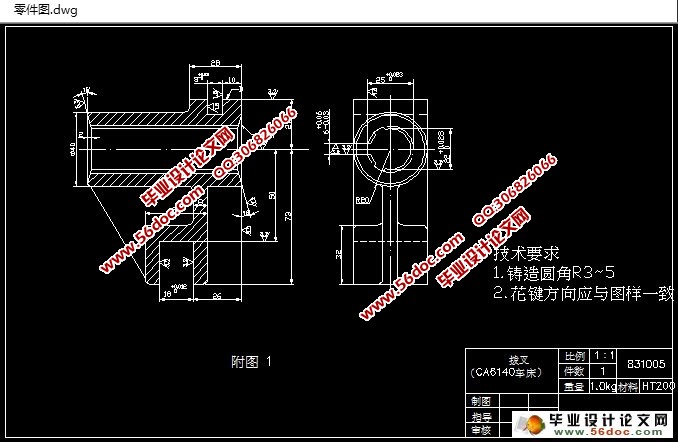
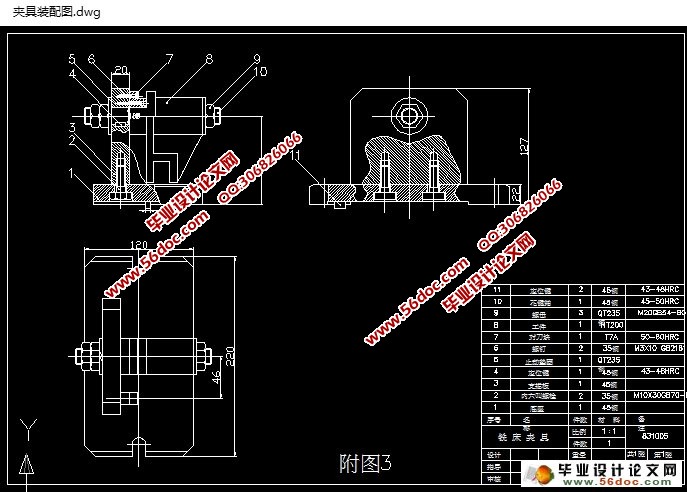
CA6140车床拨叉零件的机械加工工艺规程及工艺装备(课程设计) 来源:wenku7.com 资料编号:WK713186 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK713186 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 CA6140车床拨叉零件的机械加工工艺规程及工艺装备(课程设计)(设计说明书7600字,CAD图纸4张,工序卡) 一. 设计的目的: 机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。同时,也为以后搞好毕业设计打下良好基础。通过课程设计达到以下目的: 1、能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。 2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。 3、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。 二. 零件的分析 (一)、零件的作用:题目给定的零件是CA6140拨叉(见附图1)它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。宽度为18+0.0120mm的槽尺 寸精度要求很高,因为在拨叉拔动使滑 移齿轮时如果槽的尺寸精度不高或间隙 很大时,滑移齿轮得不到很高的位置精 度。所以,宽度为18+0.0120mm的槽和滑 移齿轮的配合精度要求很高。 (二)、零件的工艺分析: CA6140拨叉共有两组加工表面。 1. 以花键孔的中心线为基准的加工面 这一组面包括Ø25+0.230mm的六齿方花键孔、Ø22+0.280花键底孔两端的2X150到角和距中心线为27mm的平面。 2. 以工件右端面为基准的8+0.030 mm的槽和18+0.120mm的槽 经上述分析可知, 对于两组加工表面,可先加工其中一组表面,然后借助于专用夹具加工另一组表面。