LF804传动箱壳体加工工艺及铣床夹具设计(附夹具装配图)(任务书,开题报告,外文翻译,论文说明书8900字,CAD图纸1张)
摘 要
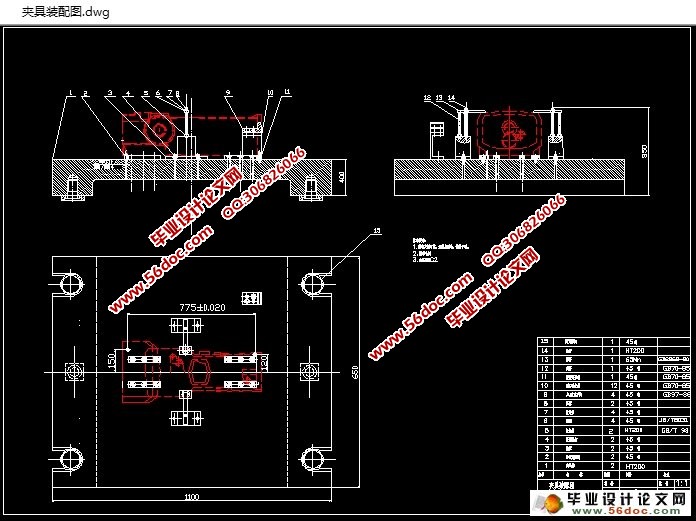
机械设计制造行业现已成为一个国家发展经济的重要桥梁。而制造业的生产能力大部分取决于我们的制造装备。制造装备的先进程度能让我们有更高的生产效率。本篇毕设是LF804传动箱壳体加工工艺及铣床夹具设计。在经过分析比较,选取了效率更高,更经济性的工艺过程。加工过程说明了设计方法和过程的几种加工工艺卡。因为传动箱可大量生产,所以选择了组合机床加工中心的生产线。我设计了铣床专用夹具,其相关的零部件都是参考了大量书籍,经过自己理解,领悟后,又得到了属于自己的理论理论知识。在设计中遇了各种各样的困难,经过自己的不懈努力,最终完成了用一面两销的定位,压板装夹的夹具,虽然还有很多不足,但让以后自己踏足社会,奠定了良好的基础。
关键词:传动箱壳体;加工工艺;铣床夹具
LF804 gearbox shell processing technology, and milling fixture design
Abstract
Manufacturing equipment. Degree of advanced manufacturing equipment can let us have a higher production efficiency. This project is LF804 gearbox shell processing technology, and milling fixture design. After analysis and comparison, the selection to more efficient, more economical process. Process illustrates the design method and process of several kinds of machining process card. Because the transmission case can be mass production, so choose the combination machine tools machining center production line. I design the special fixture milling machine and its related components are consulted a large number of books, through their understanding, understanding, and get the theoretical knowledge of their own.Encounter various difficulties in the design, through its own unremitting efforts, finally finished with a two pin positioning, clamp clamping fixture, although there are many shortcomings, but after his set foot on society, laid a good foundation.
Key words: transmission box,craft,fixture
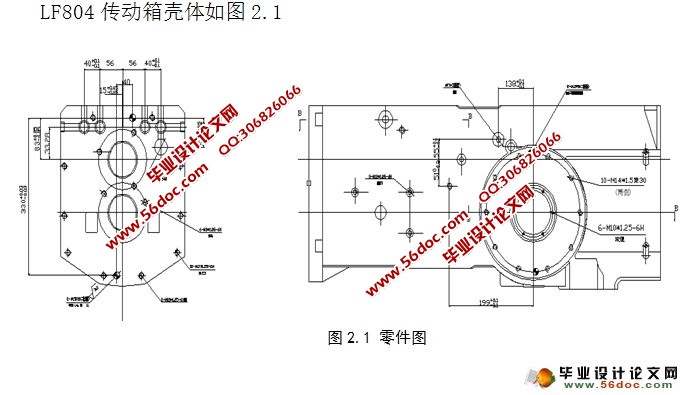
LF804传动箱壳体外形不规则且较为复杂,内部为空腔。主要用来支撑轴系传动,其中前后端面上的φ80J7,φ85J7,φ90J7几个轴承孔为主要部位。在加工中,前后端面,可用卧式双面铣床进行精加工,表面粗糙度要达到Ra6.3mm,左右两侧面的空轴端面同样也是上叙的机床,表面粗糙度为Ra6.3mm,左右侧面的孔需要组合机床加工,上偏差为-0.023,下偏差为-0.050。孔的表面粗糙度要求Ra3.2mm
目 录
摘 要 II
ABSTRACT III
1 前 言 1
2 零件的分析 3
2.1 工艺方案分析 3
2.2 确定生产纲领 3
2.3 传动箱箱体技术要求 3
2.4 毛坯的选择 5
2.5 定位基准的选择 5
3 工艺路线拟定 6
3.1表面加工方法的确定 6
3.2加工顺序的安排 6
3.3机械加工顺序的安排原则 6
3.4工序的集中与分散 7
4 夹具设计 14
4.1方案分析 14
4.2铣床夹具的定位方案 14
4.2.1定位元件 14
4.2.1定位元件 14
4.2.1定位误差的计算 15
4.3夹紧机构的设计 15
4.4夹紧力的确定 15
4.5对刀装置的设计 15
5 结论 16
6 总结和体会 17
参考文献 19
致谢词 20
|
