S86AМѕЫйЦїПЧЬхЕФЙЄвеЩшМЦ(бЁЬтЩѓЬтБэ,ШЮЮёЪщ,жаЦкМьВщБэ,ТлЮФЫЕУїЪщ9200зж,ЙЄађПЈ,ЙЄвеПЈ,CADЭМжН5еХ)
еЊ вЊ
БОЮФЩшМЦСЫS86AМѕЫйЦїПЧЬхЕФЛњаЕМгЙЄЙЄвеЙ§ГЬЃЌжївЊЩшМЦСЫМѕЫйЦїЯфЬхЙЄађКЭВПЗжСуМўЕФЙЄађЙ§ГЬЁЃдкжЦЖЈЙЄвеЙ§ГЬжаЃЌвЊШЗЖЈИїЙЄађЕФАВзАЙЄЮЛКЭИУЙЄађашвЊЕФЙЄВНЃЌШчМгЙЄЕФЛњГЕМАЛњДВЕФНјИјСПЃЌЧаЯїЫйЖШЃЌжїжсзЊЫйКЭЧаЯїЫйЖШЃЌИУЙЄађЕФМаОпЃЌЕЖОпМАСПОпЃЌЛЙгазпЕЖДЮЪ§ЕШЁЃЖЈЮЛЗжЮіНсЙћЪЧЃЌИУМаОпПЩвдБЃжЄГпДчМгЙЄОЋЖШвЊЧѓЫљгУМгНєзАжУЃЌБЃжЄМгЙЄе§ГЃНјааЃЌИУЙЄађЙЄвеЙцГЬМАВПЗжСуМўЕФМгЙЄЙцГЬПЩвдгУгкЪЕМЪЩњВњжаЁЃзюКѓМЦЫуИУЙЄађЕФЛљБОЪБМфЃЌИЈжњЪБМфКЭЙЄзїЕФЗўЮёЪБМфЁЃ
ЙиМќДЪЃКПЧЬх зЈгУ ЖЈЮЛЮѓВю МгНєзАжУ МгЙЄгрСП МаНєСІ
ABSTTACT
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
Keyword The process worker one worker's step the surplus of processing orient the scheme clamp strength
СуМўЕФзїгУ
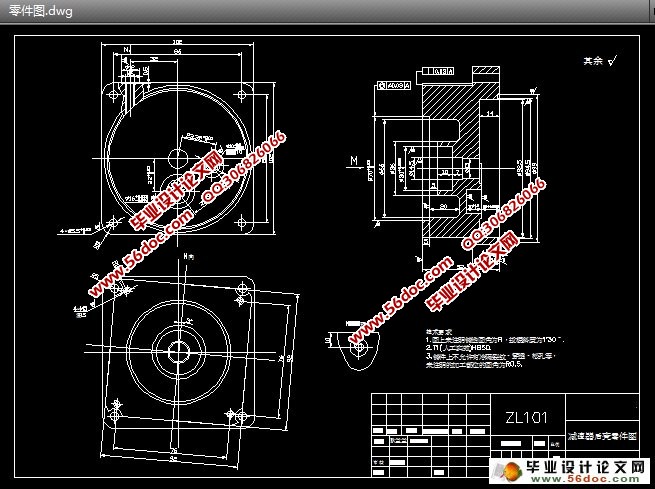
МѕЫйЦїКѓПЧЪЧМѕЫйЦїЕФвЛИіживЊСуМўЃЌИУСуМўЭЈЙ§NУцгыМѕЫйЦїЯфЬхЖЈЮЛЃЌЭЈЙ§NУцЩЯЕФ4× mmПзМДТнЖЄСЌНгПзЃЌТнЖЄСЌНгжааФжсЭЈЙ§13ЩьГіЯфЬхгыЦфЫќСуМўЯрСЌвдДяЕНМѕЫйЕФФПЕФЁЃ
СуМўЕФЙЄвеЗжЮі
гЩСуМўЭМПЩжЊЃЌЦфВФСЯЮЊОЋж§ZL101ЃЌИУВФСЯОпгаСМКУЕФж§дьадФмЃЌгавЛЖЈЕФЧПЖШКЭСМКУЕФФЭЪДадЃЌгІгУЙуЗКЁЃИУСуМўЕФжївЊМгЙЄУцЮЊMУцЁЂNУцЁЂ ПзКЭ 13ПзЁЂЭЌжсЖШ 0.03mmЁЂMУцЕФДЙжБЖШ0.03ЃЌЛЙга ПзЕФГпДчОЋЖШКЭБэУцДжВкЖШвдМА 14.5ЕФБэУцДжВкЖШЃЌвђДЫЃЌдкМгЙЄЫќУЧЪБзюКУдквЛДЮзАМаЯТНЋвЛУцЫФПзЭЌЪБМгЙЄГіРДЁЃ
NУцЕФМгЙЄЛсгАЯьЕНМѕЫйЦїгыМѕЫйЦїЯфЬхЕФЖЈЮЛЃЌУмЗтВлЕФМгЙЄЛсгАЯьЕНМѕЫйЦїЕФУмЗтЃЌЙЪМгЙЄЪБвЊБЃжЄМгЙЄОЋЖШКЭМгЙЄжЪСПЁЃ
гЩСуМўЭМжаСуМўЕФОМУОЋЖШМАЛњДВФмДяЕНЕФЮЛжУОЋЖШПЩжЊЃЌЩЯЪівЊЧѓЪЧПЩвдДяЕНЕФЃЌСуМўЕФНсЙЙЙЄвеадвВЪЧПЩааЕФЁЃ
ФП ТМ
еЊ вЊ 1
аї Тл 3
Ек1еТ СуМўЕФЗжЮі 4
1.1 СуМўЕФзїгУ 4
1.2 СуМўЕФЙЄвеЗжЮі 4
Ек2еТ ШЗЖЈУЋХї 5
Ек3еТ ФтЖЈЙЄвеТЗЯпКЭбЁдёМгЙЄЗНЗЈ 6
3.1 ЖЈЮЛЛљзМЕФбЁдё...................................6
3.2 бЁдёМгЙЄЗНЗЈМАФтЖЈЙЄвеТЗЯп 6
Ек4еТ ШЗЖЈИїЙЄађГпДчМАЙЋВю 10
Ек5еТ.ШЗЖЈИїЙЄађЕФЩшБИЁЂЕЖОпМаОпКЭИЈжњЙЄОп 13
Ек6еТ ШЗЖЈЧаЯїгУСП 15
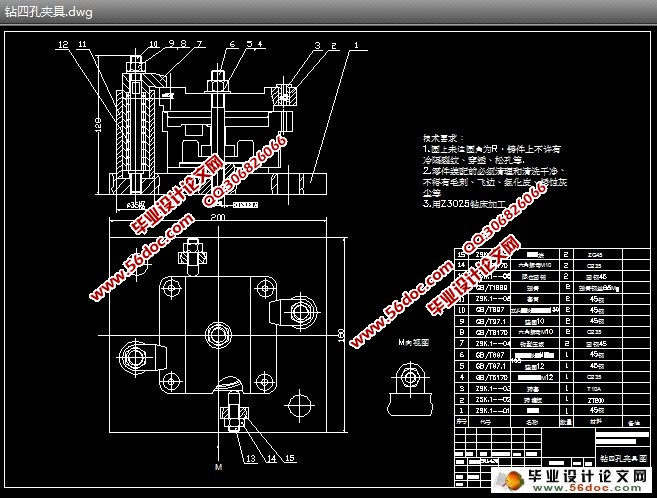
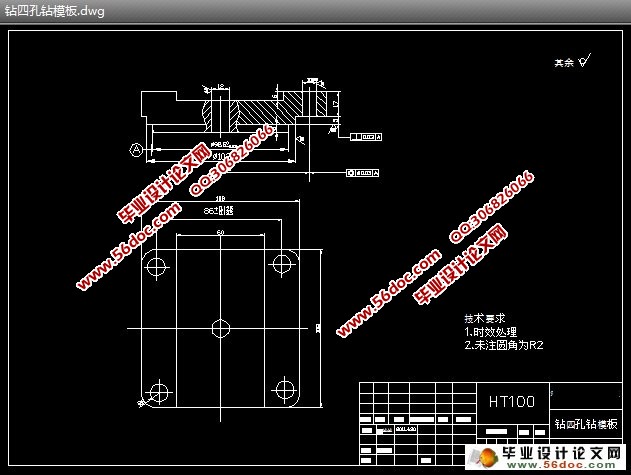
Ек7еТ .ШЗЖЈЖЈЮЛЛљзМКЭЖЈЮЛЗНЗЈ 19
Нс Тл 23
жТ аЛ 24
ВЮПМЮФЯз 25
|
