Design of Rock Drill Machining Process and Fixture
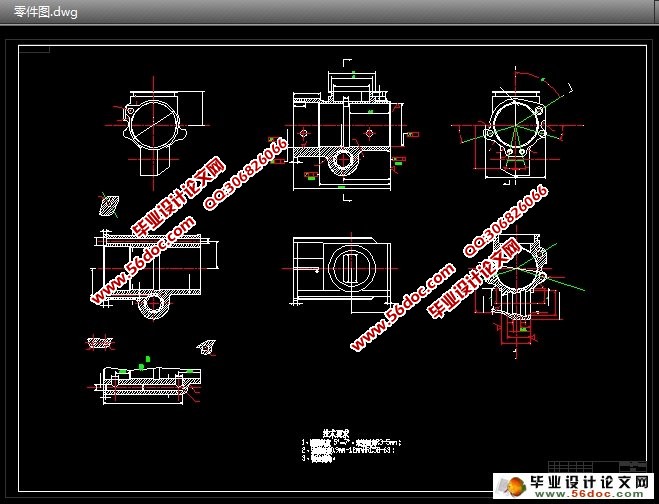
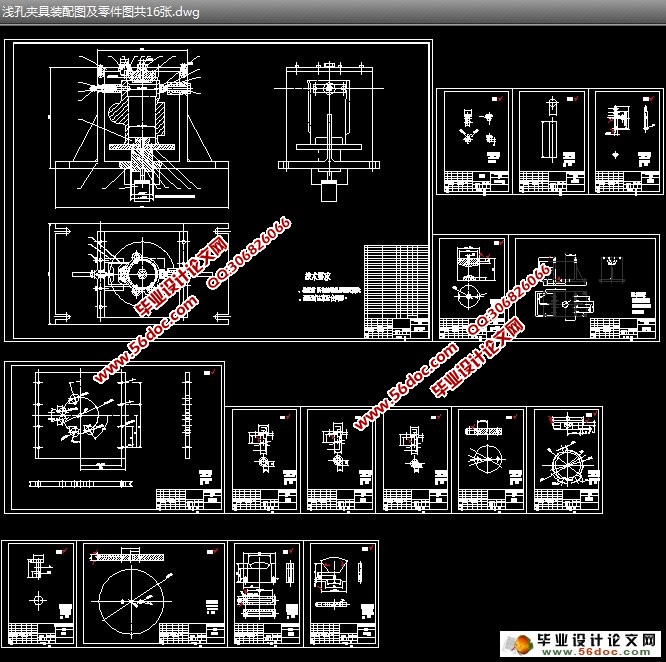
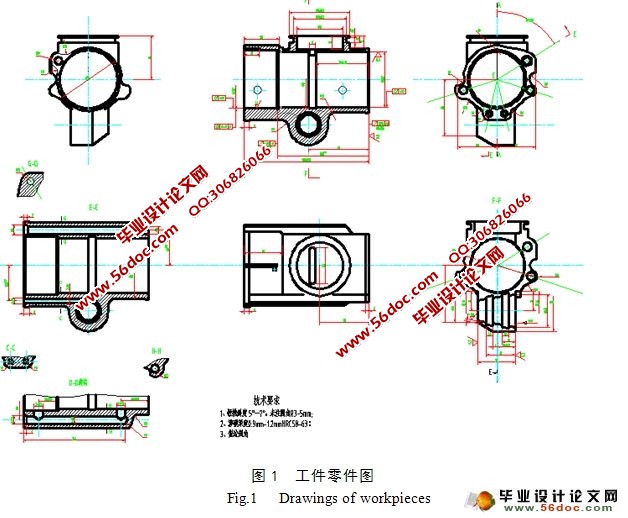
Abstract:The characteristics of working conditions of hammer drill were analyzed,in order to guarantee the processing quality of the cylinder of hammer drill and improve labor productivity,through process study for cylinder part of hammer drill,both machining technics rules to the cylinder part and design of special machine fixture were carried out,air—powered lathe fixture designed can ensure machining accuracy for the cylinder,improve manufacturing efficiency and relieve labor intensity and has considerable economic benefits.
Key words:hammer drill;process study;fixture design;