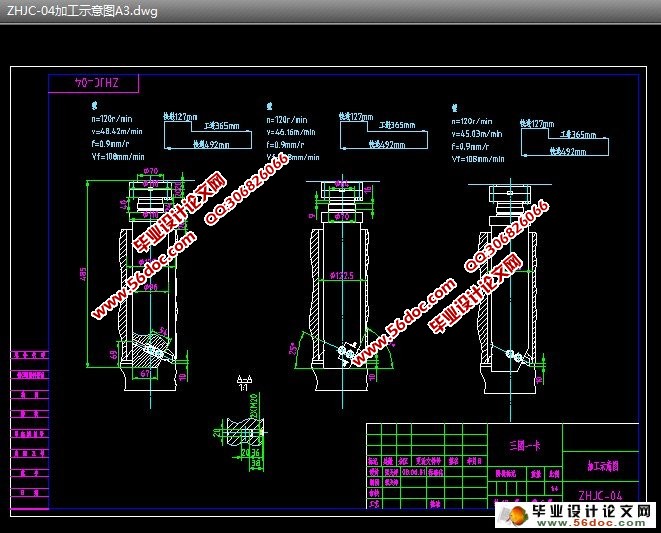
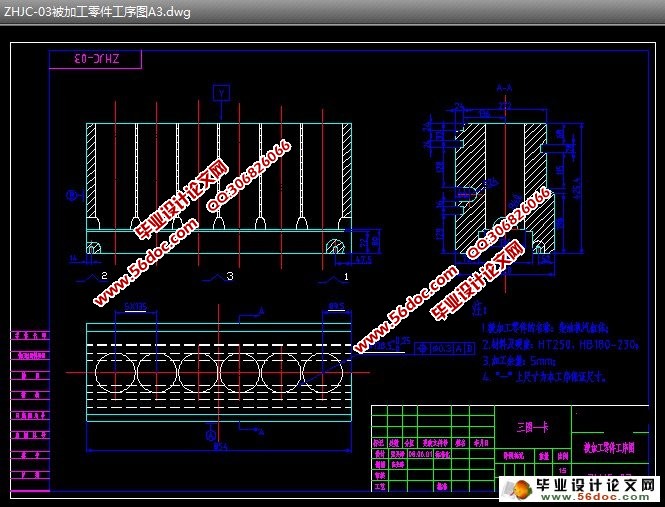
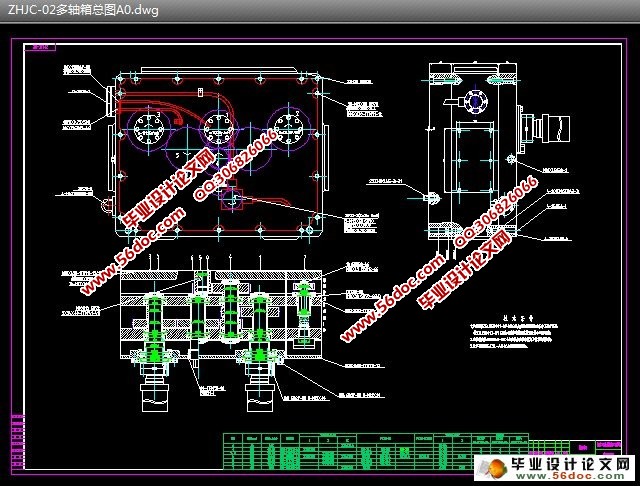
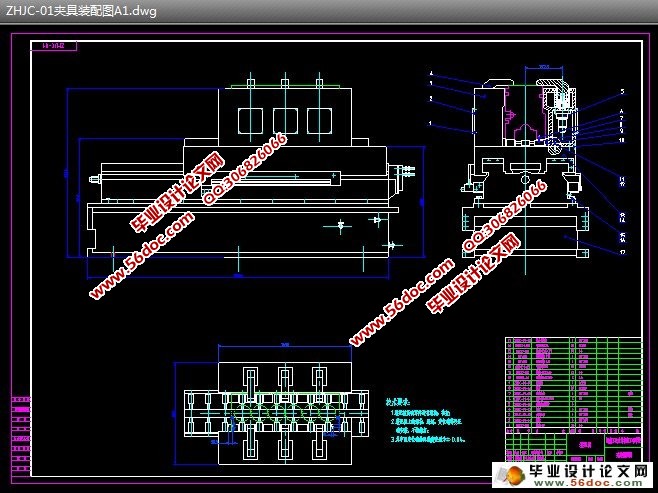
柴油机气缸体工艺及专用机床设计 来源:wenku7.com 资料编号:WK710984 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK710984 以下是资料介绍,如需要完整的请充值下载。 1.无需注册登录,支付后按照提示操作即可获取该资料. 2.资料以网页介绍的为准,下载后不会有水印.资料仅供学习参考之用. 密 保 惠 帮助 我要下载该资源 资料介绍 柴油机气缸体工艺及专用机床设计(任务书,开题报告,文献综述,外文翻译,毕业论文21000字,CAD图纸12张) 该课题来自工厂,柴油机气缸体是柴油机上的主要零件,年产量为10000件。生产中常用组合机床和专用机床组成的流水线进行组织生产。本课题依据于此,是专用机床的结构设计。 根据图样技术要求规定,三轴两工位立式镗床用于粗镗气缸孔基刮止口,气缸材料为HT250,硬度180~230HB,加工余量为5mm,零件外形尺寸为860mm×320mm×425.4mm。 本设计涉及到机制专业学生所学的主要专业课和专业基础课,能充分得到机制专业方面能力的训练。要求在设计过程中掌握专用机床的设计方法,尽量采用合理的机床设计方案,保证加工精度、生产率以及操作方便。 2.1 零件的工艺分析 本课题设计的机床是专用来加工柴油机六个气缸孔及止口粗加工的组合机床。气缸体共六个气缸孔,公差带为H11,且有一定的位置度要求,满足位置度公差值为⊙0.3,且满足独立原则,即孔的位置公差应小于⊙0.3mm,不受尺寸公差带的限制。 对于箱体类零件有较高精度的孔加工,定位基准常采用“一面两孔”定位。在本道工序中,采用地面作为定位基准面,“两孔”选用地面的定位销孔,一孔用圆柱销一孔用菱形销,夹紧力作用在顶面。这样消除了工件的六个自由度,定位稳定可靠,有利于提高各孔的位置精度。 零件的生产批量试举定采用单工位、双工位或自动线,还是按中小批生产特点设计组合机床的重要因素。本次设计所加工的零件的生产节拍是30分钟/每件,生产纲领为10000件,属于大批量生产,工序安排一般趋于分散,且粗、精加工分布在不同的机床上加工完成,通过调研,可考虑采用液压传动机床。 2.2 零件工艺方案的拟定 1. 铸造零件毛坯 2. 粗、精铣定位底面 3. 粗镗气缸孔,刮止口(本课题设计内容) 4. 精镗气缸孔,刮止口 5. 热处理 6. 去毛刺,清洗 7. 终检 本课题设计的专用机床就是用来完成粗镗气缸孔、刮止孔这一工序的,气缸孔有三个不同直径的加工面,设计第一把镗刀用来平整铸造出的通孔,第二、三把镗刀切削圆柱面。 目 录 1 绪论………………………………………………………………………1 1.1 课题来源与意义………………………………………………………1 1.2 组合机床的组成及分类………………………………………………1 1.3 组合机床的特点………………………………………………………2 2 被加工零件的工艺方案的拟定…………………………………………3 2.1 零件的工艺分析………………………………………………………3 2.2 零件工艺方案的拟定…………………………………………………3 2.3 机床加工方案确定……………………………………………………4 2.4 切削用量的确定………………………………………………………4 3 组合机床总体设计——“三图一卡” …………………………………6 3.1 被加工零件工序图……………………………………………………6 3.2 加工示意图……………………………………………………………6 3.3 机床尺寸联系图………………………………………………………8 3.4 生产率计算卡………………………………………………………11 4 组合机床多轴箱设计…………………………………………………17 4.1 多轴箱的选择………………………………………………………17 4.2 多轴箱设计原始依据图……………………………………………18 4.3 多轴箱传动设计……………………………………………………19 4.4 主轴、传动轴、齿轮的确定及动力计算…………………………26 4.5 多轴箱总图及零件图的绘制………………………………………30 4.6 镗刀具的设计………………………………………………………31 5 夹具滑台和专用夹具设计……………………………………………32 5.1 零件定位分析………………………………………………………32 5.2 零件夹紧分析及计算………………………………………………32 5.3 夹具滑台的选择……………………………………………………35 5.4 夹具设计……………………………………………………………35 设计总结……………………………………………………………………37 致谢…………………………………………………………………………38 参考文献……………………………………………………………………39